Le site d'infos sur les tubes en acier ronds !

Guide complet du tournage des tubes en acier : Principes, techniques et outils essentiels
9 juillet 2023 / admin
Le tournage des tubes en acier est une technique essentielle dans le domaine de l’usinage . Cet article a pour objectif de vous guider à travers les principes fondamentaux du tournage, les différentes opérations, les outils nécessaires et les meilleures pratiques pour obtenir des résultats optimaux . Que vous soyez un bricoleur passionné ou un professionnel de l’industrie, ce guide complet vous aidera à approfondir vos connaissances et à améliorer vos compétences en matière de tournage des tubes en acier .
Cet article explore en profondeur le tournage des tubes en acier, en mettant l’accent sur les techniques, les applications et les bonnes pratiques . À travers différents chapitres, nous avons abordé des sujets tels que le calcul de l’avance, la profondeur de passe, la vitesse de coupe et les différents outils de tournage . Nous avons également discuté des procédures et des conseils pour les opérations de tournage intérieur, ainsi que pour l’usinage mécanique des tubes .
Nous avons souligné l’importance des paramètres de coupe, tels que la vitesse de coupe, l’avance et la profondeur de passe, pour obtenir des résultats optimaux lors du tournage des tubes en acier . Des exemples concrets et des formules ont été fournis pour aider les lecteurs à calculer ces paramètres de manière précise .
Nous avons également examiné le rôle des machines de tournage, notamment le tour à métaux et le tour CNC, ainsi que les différentes opérations de tournage possibles, telles que le tournage conique, le filetage et le dressage . Des conseils pratiques ont été donnés pour améliorer l’efficacité et la qualité du tournage .
De plus, nous avons abordé l’importance de l’industrie de la métallurgie et des entreprises d’usinage dans le domaine du tournage des tubes en acier . Nous avons mis en évidence l’expertise et les compétences spécifiques requises pour réaliser des opérations de tournage de haute qualité .
Enfin, l’article a exploré les applications polyvalentes du tournage des tubes en acier, notamment dans des industries telles que l’aéronautique, l’automobile, la construction navale et l’industrie pétrolière . Des exemples d’usinage de tubes en acier ont été donnés pour différentes pièces finies, démontrant la diversité des possibilités offertes par cette technique .
En résumé, cet article fournit une vision complète du tournage des tubes en acier, en présentant des informations essentielles, des techniques avancées et des conseils pratiques . Que vous soyez un bricoleur, un professionnel de l’usinage ou simplement curieux du sujet, cet article vous aidera à approfondir vos connaissances et à atteindre des résultats de tournage précis et de haute qualité .
Principe du tournage : Comprendre les bases
Avant de plonger dans les détails techniques, il est essentiel de comprendre le principe du tournage . Le tournage consiste à enlever progressivement de la matière d’une pièce en rotation à l’aide d’un outil de coupe spécifique . Cette opération permet de donner à la pièce la forme et les dimensions souhaitées . Le tournage est couramment utilisé pour fabriquer des pièces cylindriques, des filetages, des surfaces planes et bien d’autres formes complexes .
Calcul de l’avance en tournage : Méthodes et formules
L’avance en tournage est un paramètre essentiel qui détermine la distance parcourue par l’outil de coupe le long de la pièce à chaque tour complet . Un calcul précis de l’avance est crucial pour obtenir des résultats optimaux en termes de qualité, de précision et de durabilité de l’usinage . Dans cette section, nous explorerons différentes méthodes et formules utilisées pour calculer l’avance en tournage de manière efficace .
Méthode de calcul de l’avance en tournage
Il existe plusieurs méthodes pour calculer l’avance en tournage, dont les plus couramment utilisées sont la méthode basée sur la vitesse de rotation et la méthode basée sur le nombre de passes . Examinons chaque méthode en détail .
Méthode basée sur la vitesse de rotation
La méthode basée sur la vitesse de rotation est l’une des approches les plus simples et courantes pour calculer l’avance en tournage . Elle implique de prendre en compte la vitesse de rotation de la pièce, exprimée en tours par minute ( tpm ), et la distance parcourue par l’outil de coupe pendant un tour complet . La formule générale pour cette méthode est la suivante :
Avance (A) = Vitesse de rotation (N) x Distance parcourue par l’outil par tour complet (D)
Dans cette formule, la vitesse de rotation est exprimée en tours par minute ( tpm ) et la distance parcourue par l’outil est généralement exprimée en millimètres ( mm ) ou en pouces ( inch ) .
Il est important de noter que la distance parcourue par l’outil de coupe par tour complet dépend de la géométrie de l’outil et peut varier en fonction de la forme de l’outil utilisé .
Méthode basée sur le nombre de passes
Une autre méthode courante pour calculer l’avance en tournage est basée sur le nombre de passes nécessaires pour usiner la pièce . Cette méthode prend en compte la longueur totale de la pièce à usiner (L), le nombre de passes (P) et la profondeur de passe (Dp) . La formule générale pour cette méthode est la suivante :
Avance (A) = Longueur totale de la pièce (L) / (Nombre de passes (P) x Profondeur de passe (Dp))
Dans cette formule, la longueur totale de la pièce et la profondeur de passe sont généralement exprimées en millimètres ( mm ) ou en pouces ( inch ), et le nombre de passes est un nombre entier .
Cette méthode permet de calculer l’avance en fonction de la longueur totale de la pièce et de la profondeur de passe désirée, en divisant la longueur totale par le produit du nombre de passes et de la profondeur de passe .
Choix de la méthode appropriée
Le choix de la méthode de calcul de l’avance dépend de plusieurs facteurs, tels que la complexité de la pièce à usiner, la précision requise, la géométrie de l’outil de coupe, ainsi que des préférences personnelles et de l’expérience de l’opérateur .
La méthode basée sur la vitesse de rotation est souvent préférée pour les opérations de tournage simples et courantes, où la distance parcourue par l’outil de coupe par tour complet est connue ou peut être facilement mesurée .
La méthode basée sur le nombre de passes est souvent utilisée pour les pièces plus complexes nécessitant plusieurs passes pour obtenir les dimensions et les finitions requises . Elle permet de diviser la longueur totale de la pièce en plusieurs segments plus faciles à usiner .
Il est important de noter que ces méthodes servent de point de départ et peuvent nécessiter des ajustements en fonction des conditions de coupe, de la dureté de l’acier, de la géométrie de l’outil de coupe et d’autres facteurs spécifiques à chaque opération de tournage .
Le calcul de l’avance en tournage est une étape essentielle pour obtenir des résultats précis et de haute qualité . Les méthodes basées sur la vitesse de rotation et sur le nombre de passes sont couramment utilisées pour calculer l’avance en fonction des paramètres spécifiques de chaque opération de tournage . Le choix de la méthode appropriée dépend de la complexité de la pièce, des exigences de précision et des préférences de l’opérateur . En utilisant ces méthodes et en les adaptant en fonction des conditions de coupe, vous pourrez calculer l’avance de manière efficace et obtenir des résultats optimaux lors du tournage des tubes en acier .
Opérations de tournage intérieur : Procédures et conseils
Le tournage intérieur est une opération essentielle du processus d’usinage qui permet de réaliser des alésages, des perçages ou des formes creuses à l’intérieur d’une pièce en acier . Cette technique nécessite des outils spéciaux conçus pour atteindre et usiner les zones internes de la pièce . Dans ce chapitre, nous allons détailler les différentes étapes à suivre pour réaliser des opérations de tournage intérieur avec succès, ainsi que partager des conseils pratiques pour éviter les erreurs courantes et obtenir des résultats précis et de haute qualité .
Étape 1 : Préparation et fixation de la pièce
Avant de commencer l’opération de tournage intérieur, il est essentiel de préparer et de fixer correctement la pièce sur le tour à métaux . Assurez-vous que la pièce est bien fixée à l’aide d’un mandrin adapté ou d’un autre système de serrage approprié pour garantir sa stabilité lors de l’usinage . Vérifiez également que la pièce est correctement centrée pour éviter tout désalignement et obtenir des résultats précis .
Étape 2 : Choix de l’outil de coupe approprié
Sélectionnez un outil de coupe spécialement conçu pour les opérations de tournage intérieur . Ces outils, tels que les barres d’alésage ou les plaquettes de carbure spécifiques, sont conçus pour atteindre les zones internes de la pièce et pour enlever efficacement la matière . Assurez-vous que l’outil de coupe est adapté à la taille et à la géométrie de l’alésage ou du perçage que vous souhaitez réaliser .
Étape 3 : Réglage des paramètres de coupe
Avant de commencer l’usinage, il est important de régler les paramètres de coupe appropriés . Cela inclut la vitesse de rotation de la pièce, l’avance de l’outil de coupe, la profondeur de passe et la vitesse de coupe . Consultez les recommandations du fabricant de l’outil de coupe et référez-vous aux données techniques pour déterminer les paramètres optimaux en fonction du matériau de la pièce et de la taille de l’alésage ou du perçage .
Étape 4 : Positionnement de l’outil de coupe
Placez l’outil de coupe de manière à ce qu’il atteigne la zone interne de la pièce à usiner . Assurez-vous que l’outil est bien fixé et positionné de manière stable . Vous pouvez utiliser un porte-outil spécifique ou un mandrin porte-outil adapté pour maintenir l’outil de coupe en place .
Étape 5 : Usinage de l’alésage ou du perçage
Commencez l’usinage en engageant progressivement l’outil de coupe dans l’alésage ou le perçage . Assurez-vous de maintenir une pression constante tout en évitant les vibrations excessives . Utilisez des mouvements réguliers et fluides pour enlever la matière de manière uniforme . Faites des passes successives si nécessaire pour atteindre la profondeur ou les dimensions souhaitées .
Étape 6 : Contrôle et mesures
Après avoir terminé l’opération de tournage intérieur, vérifiez les dimensions de l’alésage ou du perçage en utilisant des outils de mesure tels que des micromètres ou des jauges spécifiques . Effectuez des contrôles réguliers pour vous assurer que les spécifications de la pièce sont respectées . Si des ajustements sont nécessaires, répétez l’opération en modifiant les paramètres de coupe si nécessaire .
Conseils pratiques pour le tournage intérieur
- Utilisez des lubrifiants ou des fluides de coupe appropriés pour faciliter l’usinage et prolonger la durée de vie de l’outil de coupe .
- Surveillez attentivement l’état de l’outil de coupe pendant l’opération de tournage intérieur . Remplacez-le dès qu’il montre des signes d’usure excessive ou de détérioration .
- Assurez-vous de respecter les consignes de sécurité lors de l’opération de tournage intérieur, en portant des équipements de protection individuelle tels que des lunettes de sécurité et des gants .
- Évitez les vitesses de coupe excessivement élevées qui pourraient entraîner une surchauffe de l’outil de coupe ou de la pièce .
- Effectuez un équilibrage adéquat de la pièce pour éviter les vibrations excessives qui pourraient affecter la précision de l’usinage .
Les opérations de tournage intérieur sont essentielles pour réaliser des alésages, des perçages ou des formes creuses à l’intérieur des pièces en acier . En suivant les étapes de préparation appropriées, en choisissant les bons outils de coupe et en réglant les paramètres de coupe adéquats, vous pouvez obtenir des résultats précis et de haute qualité . Suivez les conseils pratiques pour éviter les erreurs courantes et assurez-vous de respecter les mesures de sécurité pendant l’opération de tournage intérieur . Avec de la pratique et de l’expérience, vous serez en mesure de maîtriser cette technique et d’obtenir des pièces usinées internes de manière efficace et précise .
Calcul de la profondeur de passe en tournage : Techniques avancées
La profondeur de passe en tournage est un paramètre clé qui détermine la quantité de matière enlevée à chaque passage de l’outil de coupe . Le choix d’une profondeur de passe appropriée est essentiel pour garantir la stabilité du processus d’usinage, la qualité des surfaces usinées et la durée de vie de l’outil . Dans ce chapitre, nous explorerons différentes techniques avancées pour calculer la profondeur de passe en fonction de la géométrie de la pièce à usiner et des conditions de coupe .
Méthodes de calcul de la profondeur de passe
Il existe plusieurs méthodes pour calculer la profondeur de passe en tournage, chacune adaptée à des situations spécifiques . Voici quelques-unes des techniques avancées les plus couramment utilisées :
Méthode de l’approche empirique
Cette méthode consiste à choisir une profondeur de passe initiale en fonction de l’expérience de l’opérateur et des recommandations du fabricant de l’outil de coupe . La profondeur de passe peut être ajustée progressivement en fonction des résultats obtenus, en surveillant les vibrations, la qualité des surfaces usinées et l’état de l’outil . Cette approche permet d’affiner la profondeur de passe au fur et à mesure de l’usinage pour obtenir les meilleurs résultats .
Méthode basée sur le rapport de l’outil
Cette méthode utilise le rapport entre le diamètre de l’outil de coupe et le diamètre de la pièce pour calculer la profondeur de passe maximale recommandée . Le rapport recommandé varie en fonction de la géométrie de l’outil et des conditions de coupe . Par exemple, pour un rapport de 1:10, la profondeur de passe maximale est égale à un dixième du diamètre de l’outil de coupe .
Méthode basée sur la résistance de la pièce
Cette méthode tient compte de la résistance du matériau de la pièce à usiner pour déterminer la profondeur de passe appropriée . Elle implique de calculer la puissance requise pour l’usinage en fonction des paramètres de coupe et de la résistance du matériau . La profondeur de passe est ensuite ajustée pour que la puissance de coupe reste dans la plage optimale .
Méthode basée sur les vibrations
Les vibrations excessives peuvent affecter la qualité de l’usinage et réduire la durée de vie de l’outil . Cette méthode consiste à surveiller les vibrations pendant l’usinage et à ajuster la profondeur de passe pour minimiser les vibrations . Une profondeur de passe plus faible peut être choisie si des vibrations sont détectées, tandis qu’une profondeur de passe plus élevée peut être utilisée si les vibrations restent dans des limites acceptables .
Facteurs à prendre en compte
Lors du calcul de la profondeur de passe en tournage, il est important de tenir compte de plusieurs facteurs, tels que :
- La résistance du matériau de la pièce : Les matériaux plus durs nécessitent généralement une profondeur de passe plus faible pour réduire la charge sur l’outil de coupe .
- La rigidité de la machine : Les machines plus rigides peuvent tolérer des profondeurs de passe plus élevées sans générer de vibrations excessives .
- La géométrie de la pièce : La forme de la pièce, la présence de cavités ou de zones difficiles d’accès peuvent limiter la profondeur de passe possible .
- Les paramètres de coupe : La vitesse de rotation, l’avance, la vitesse de coupe et les angles d’attaque doivent être pris en compte pour déterminer la profondeur de passe optimale .
Le calcul de la profondeur de passe en tournage est essentiel pour assurer la stabilité du processus d’usinage, la qualité des surfaces usinées et la durée de vie de l’outil de coupe . En utilisant des techniques avancées telles que l’approche empirique, le rapport de l’outil, la résistance de la pièce et les vibrations, vous pouvez déterminer la profondeur de passe appropriée en fonction de la géométrie de la pièce et des conditions de coupe spécifiques . N’oubliez pas de tenir compte des facteurs tels que la résistance du matériau, la rigidité de la machine, la géométrie de la pièce et les paramètres de coupe pour obtenir les meilleurs résultats en termes de qualité, de précision et de durée de vie de l’outil . En affinant progressivement la profondeur de passe tout au long de l’usinage, vous pourrez réaliser des opérations de tournage avec succès et atteindre les spécifications désirées pour vos pièces en acier .
Calcul de la vitesse de coupe en tournage : Facteurs influents
La vitesse de coupe est un paramètre essentiel qui influe directement sur la qualité de l’usinage lors du tournage des tubes en acier . Elle représente la distance parcourue par l’outil de coupe le long de la pièce en une minute . Calculer la vitesse de coupe adéquate est crucial pour obtenir des résultats optimaux en termes de finition de surface, de durée de vie de l’outil et de productivité . Dans ce chapitre, nous examinerons les différents facteurs qui influent sur le calcul de la vitesse de coupe en tournage et fournirons des conseils pratiques ainsi que des formules pour déterminer la vitesse de coupe optimale .
Facteurs influents sur la vitesse de coupe
Plusieurs facteurs doivent être pris en compte lors du calcul de la vitesse de coupe en tournage :
- Matériau de la pièce : La composition chimique et les propriétés physiques du matériau de la pièce ont un impact significatif sur la vitesse de coupe optimale . Différents types d’acier ont des caractéristiques de coupe distinctes, et il est important de considérer la dureté, la ténacité et la conductivité thermique du matériau lors du calcul de la vitesse de coupe .
- Dureté de l’acier : La dureté de l’acier a une influence directe sur la vitesse de coupe . Les aciers plus durs nécessitent généralement une vitesse de coupe plus faible pour réduire l’usure de l’outil de coupe et maintenir une bonne qualité de surface .
- Type d’outil de coupe : Différents types d’outils de coupe, tels que les outils en carbure, les outils en céramique ou les outils en acier rapide, ont des performances de coupe spécifiques . Chaque type d’outil de coupe a ses propres recommandations de vitesse de coupe pour des matériaux spécifiques .
- Profondeur de passe : La profondeur de passe influe sur la vitesse de coupe . Une profondeur de passe plus importante peut nécessiter une réduction de la vitesse de coupe pour éviter les vibrations excessives et les charges élevées sur l’outil de coupe .
Formules pour calculer la vitesse de coupe
Il existe différentes formules pour calculer la vitesse de coupe en tournage, en fonction des facteurs mentionnés ci-dessus . Voici quelques-unes des formules couramment utilisées :
Formule générale : La formule générale pour calculer la vitesse de coupe en tournage est la suivante : Vitesse de coupe (VC) = Pi x Diamètre de la pièce x Vitesse de rotation
Dans cette formule, la vitesse de coupe est exprimée en mètres par minute ( m/min ), le diamètre de la pièce est exprimé en millimètres ( mm ) et la vitesse de rotation est exprimée en tours par minute ( tpm ) .
Formule spécifique pour les matériaux : Certains matériaux, tels que l’acier inoxydable ou l’acier au carbone, peuvent nécessiter des formules spécifiques pour calculer la vitesse de coupe optimale . Consultez les recommandations du fabricant de l’outil de coupe ou référez-vous aux tables de coupe spécifiques aux matériaux pour trouver les formules appropriées .
Conseils pratiques pour le calcul de la vitesse de coupe
- Consultez les recommandations du fabricant de l’outil de coupe pour connaître les plages de vitesse de coupe recommandées pour les différents matériaux et types d’outils .
- Prenez en compte la dureté de l’acier et la profondeur de passe pour ajuster la vitesse de coupe en conséquence . Les aciers plus durs nécessitent généralement une vitesse de coupe plus faible .
- Utilisez des lubrifiants ou des fluides de coupe appropriés pour réduire la chaleur générée lors de l’usinage et améliorer la durée de vie de l’outil de coupe .
- Effectuez des essais et des ajustements progressifs pour optimiser la vitesse de coupe en fonction des résultats obtenus, de la qualité de surface et de l’usure de l’outil .
Le calcul de la vitesse de coupe en tournage est une étape cruciale pour obtenir des résultats optimaux en termes de qualité d’usinage, de durée de vie de l’outil et de productivité . En tenant compte du matériau de la pièce, de la dureté de l’acier, du type d’outil de coupe et de la profondeur de passe, vous pouvez déterminer la vitesse de coupe appropriée en utilisant les formules adaptées . Suivez les conseils pratiques, ajustez la vitesse de coupe en fonction des résultats obtenus et utilisez des lubrifiants appropriés pour optimiser vos opérations de tournage des tubes en acier .
Outils de tournage : Types, caractéristiques et utilisation
Les outils de tournage jouent un rôle crucial dans la réalisation d’opérations de tournage efficaces et précises . Ils permettent d’enlever la matière et de façonner les pièces en acier selon les spécifications requises . Il existe une grande variété d’outils de coupe disponibles sur le marché, chacun étant conçu pour répondre à des besoins spécifiques . Dans ce chapitre, nous examinerons les principaux types d’outils de tournage, leurs caractéristiques distinctives et les situations dans lesquelles ils sont le plus efficaces . De plus, nous vous donnerons des conseils sur l’affûtage, l’entretien et le choix des outils de tournage adaptés à vos besoins .
Principaux types d’outils de tournage
- Outils à plaquettes amovibles : Ces outils sont équipés de plaquettes de coupe interchangeables, ce qui permet de remplacer uniquement les plaquettes lorsqu’elles sont émoussées ou endommagées . Les plaquettes sont disponibles dans une grande variété de matériaux et de géométries, offrant ainsi une flexibilité et une polyvalence considérables . Les outils à plaquettes amovibles sont largement utilisés dans les opérations de tournage en raison de leur facilité d’utilisation et de leur économie de temps .
- Outils en carbure monobloc : Ces outils sont fabriqués en carbure de tungstène et présentent une grande résistance à l’usure . Ils sont adaptés pour l’usinage de matériaux durs et abrasifs tels que l’acier inoxydable et les alliages de titane . Les outils en carbure monobloc sont disponibles dans une variété de géométries de coupe pour répondre aux besoins spécifiques de chaque opération de tournage .
- Outils en acier rapide ( HSS ) : Les outils en acier rapide sont fabriqués à partir d’un acier haute performance . Ils offrent une bonne résistance à l’usure et conviennent aux opérations de tournage générales sur une large gamme de matériaux . Ces outils sont souvent utilisés dans les applications nécessitant une flexibilité et une capacité à absorber les vibrations .
- Outils en céramique : Les outils en céramique sont fabriqués à partir de matériaux céramiques durs, tels que l’oxyde d’aluminium et le nitrure de silicium . Ils sont extrêmement résistants à la chaleur et à l’usure, ce qui les rend idéaux pour les opérations de tournage à haute vitesse et l’usinage de matériaux réfractaires . Les outils en céramique sont souvent utilisés dans les applications aérospatiales et de haute précision .
Caractéristiques et utilisation des outils de tournage
Chaque type d’outil de tournage présente des caractéristiques distinctives qui le rendent adapté à certaines applications . Voici quelques-unes des caractéristiques clés à prendre en compte lors du choix d’un outil de tournage :
- Géométrie de coupe : Les outils de tournage sont disponibles dans une variété de géométries de coupe, telles que les outils à angle, les outils à plaquette positive, les outils à plaquette négative, etc . Chaque géométrie offre des avantages spécifiques en termes de finition de surface, d’évacuation des copeaux et de résistance à l’usure .
- Matériau de l’outil : Les outils de tournage peuvent être fabriqués à partir de différents matériaux, tels que le carbure de tungstène, l’acier rapide ou la céramique . Chaque matériau offre des propriétés spécifiques en termes de résistance à l’usure, de conductivité thermique et de durée de vie de l’outil .
- Type de coupe : Les outils de tournage peuvent être utilisés pour des coupes en avalant, des coupes en avalant à pleine largeur, des coupes en avalant en plongée, des coupes en avalant par filetage, etc . Chaque type de coupe est adapté à des opérations spécifiques et peut influencer la vitesse de coupe, l’avance et la profondeur de passe .
Conseils pratiques pour l’affûtage et l’entretien des outils de tournage
- Affûtez régulièrement les outils de tournage pour maintenir des performances optimales . Suivez les recommandations du fabricant pour l’affûtage et utilisez des dispositifs d’affûtage appropriés pour obtenir des arêtes de coupe nettes .
- Vérifiez l’usure de l’outil de coupe et remplacez-le lorsque nécessaire . L’utilisation d’outils émoussés peut entraîner une mauvaise qualité de surface, une usure excessive de l’outil et une réduction de la durée de vie de l’outil .
- Assurez-vous que les outils de tournage sont correctement fixés dans le porte-outil pour éviter les vibrations excessives et les problèmes de précision .
- Nettoyez les copeaux et les débris de l’outil de coupe après chaque opération de tournage . Utilisez des brosses appropriées et des lubrifiants pour faciliter le processus de nettoyage .
- Stockez les outils de tournage dans un endroit sec et propre pour éviter la corrosion et les dommages .
Les outils de tournage sont des éléments essentiels pour réaliser des opérations de tournage efficaces et précises . En choisissant les bons types d’outils de coupe et en tenant compte des caractéristiques spécifiques, vous pouvez améliorer la qualité de l’usinage, prolonger la durée de vie de l’outil et optimiser la productivité . N’oubliez pas de prendre en considération la géométrie de coupe, le matériau de l’outil et le type de coupe approprié à chaque opération de tournage . En effectuant un affûtage régulier, en assurant un bon entretien et en choisissant les outils adaptés à vos besoins, vous pourrez atteindre des performances optimales lors de vos opérations de tournage sur les tubes en acier .
Réalisation du tournage mécanique : Étapes essentielles
Le tournage mécanique est une technique couramment utilisée dans l’usinage des tubes en acier . Cette section vous guidera à travers les étapes essentielles de la réalisation du tournage mécanique . En suivant une séquence logique, vous apprendrez comment préparer la machine, monter la pièce, choisir les bons outils, régler les paramètres de coupe et effectuer le tournage de manière précise et efficace . Nous vous fournirons également des conseils pratiques pour éviter les erreurs courantes et obtenir des résultats de haute qualité .
Étape 1 : Préparation de la machine
Avant de commencer le tournage mécanique, il est essentiel de préparer la machine pour assurer son bon fonctionnement . Assurez-vous que la machine est correctement alignée et en bon état de fonctionnement . Vérifiez également les lubrifiants, les systèmes de refroidissement et les autres composants essentiels pour garantir des conditions de travail optimales .
Étape 2 : Montage de la pièce
Montez la pièce sur la machine de tournage en utilisant un mandrin adapté ou un système de serrage approprié . Assurez-vous que la pièce est correctement centrée et solidement fixée pour éviter tout désalignement ou mouvement indésirable pendant l’usinage . Si nécessaire, utilisez des dispositifs de centrage et de serrage supplémentaires pour garantir la stabilité de la pièce .
Étape 3 : Choix des outils de coupe
Sélectionnez les bons outils de coupe en fonction de la géométrie de la pièce, du matériau à usiner et des opérations spécifiques que vous souhaitez réaliser . Assurez-vous que les outils sont en bon état, correctement affûtés et adaptés aux conditions de coupe requises . Utilisez des outils de haute qualité pour obtenir des résultats précis et éviter les problèmes tels que les vibrations excessives et l’usure prématurée de l’outil .
Étape 4 : Réglage des paramètres de coupe
Configurez les paramètres de coupe appropriés pour le tournage de la pièce en acier . Cela comprend la vitesse de rotation de la pièce, l’avance de l’outil de coupe, la profondeur de passe et la vitesse de coupe . Consultez les recommandations du fabricant de l’outil et référez-vous aux données techniques pour déterminer les paramètres optimaux en fonction du matériau de la pièce et des spécifications requises .
Étape 5 : Tournage de la pièce
Commencez le processus de tournage en engageant l’outil de coupe dans la pièce . Veillez à maintenir une pression constante tout en évitant les vibrations excessives . Utilisez des mouvements réguliers et fluides pour enlever la matière de manière uniforme . Contrôlez régulièrement la qualité de la surface usinée et effectuez des ajustements si nécessaire pour atteindre les spécifications requises .
Conseils pratiques pour le tournage mécanique
- Surveillez attentivement l’état de l’outil de coupe pendant le tournage . Remplacez-le dès qu’il montre des signes d’usure excessive ou de détérioration .
- Respectez les consignes de sécurité lors du tournage mécanique, en portant des équipements de protection individuelle tels que des lunettes de sécurité et des gants .
- Contrôlez régulièrement les dimensions et la qualité de la surface usinée pour vous assurer que les spécifications sont respectées . Effectuez des ajustements si nécessaire .
- Nettoyez soigneusement la machine et l’aire de travail après chaque opération de tournage pour maintenir un environnement propre et sûr .
La réalisation du tournage mécanique sur les tubes en acier requiert une préparation minutieuse, un choix judicieux des outils de coupe et une configuration appropriée des paramètres de coupe . En suivant les étapes essentielles, en utilisant des outils de haute qualité et en respectant les bonnes pratiques, vous pouvez obtenir des résultats précis et de haute qualité . N’oubliez pas de surveiller l’état de l’outil de coupe, de contrôler régulièrement la qualité de la surface usinée et de prendre des mesures de sécurité pour assurer un processus d’usinage efficace et sécurisé . Avec de la pratique et de l’expérience, vous serez en mesure de maîtriser l’art du tournage mécanique sur les tubes en acier et d’obtenir des pièces usinées selon les spécifications requises .
Autres opérations de tournage : Exploration des possibilités
En plus des opérations de base telles que le tournage intérieur et l’usinage mécanique, il existe de nombreuses autres opérations de tournage qui offrent une grande polyvalence dans la fabrication de pièces en acier . Ces techniques avancées permettent de réaliser des formes complexes, des filetages précis, des surfaces planes et bien d’autres caractéristiques spécifiques . Dans cette section, nous explorerons ces différentes opérations de tournage et vous présenterons les méthodes et les outils spécifiques nécessaires pour les réaliser avec succès .
- Tournage conique : Le tournage conique est utilisé pour créer des surfaces coniques sur les pièces en acier . Cela peut être réalisé en utilisant un chariot transversal incliné ou un dispositif spécialisé pour ajuster l’angle de coupe . Des outils de coupe adaptés sont utilisés pour obtenir des formes précises et des finitions de surface de haute qualité .
- Filetage : Le filetage consiste à créer des filets ou des rainures en spirale sur la surface extérieure d’une pièce . Cela peut être réalisé à l’aide d’un outil de coupe fileté spécifique, tel qu’un taraud, ou d’un dispositif de filetage sur la machine de tournage . Les filetages peuvent être réalisés selon différentes normes et spécifications, en fonction des besoins de la pièce .
- Dressage : Le dressage est utilisé pour obtenir des surfaces planes et perpendiculaires à l’axe de la pièce . Cela peut être réalisé en utilisant un outil de coupe spécifique, tel qu’un outil de dressage, qui élimine la matière en une passe linéaire . Le dressage est couramment utilisé pour obtenir des surfaces d’appui, des faces de joints ou des surfaces de référence .
- Rainurage : Le rainurage consiste à créer des rainures ou des cannelures sur la surface de la pièce . Cela peut être réalisé à l’aide d’outils de coupe spécifiques, tels que des outils à rainurer ou des outils à gorge, qui permettent de réaliser des formes précises . Le rainurage est utilisé pour des applications telles que la création de cannelures pour les joints toriques ou les systèmes d’étanchéité .
- Chanfreinage : Le chanfreinage est utilisé pour créer des chanfreins ou des biseaux sur les bords des pièces en acier . Cela peut être réalisé à l’aide d’outils de coupe spécifiques, tels que des fraises à chanfreiner, qui éliminent une petite quantité de matière pour obtenir des bords biseautés . Le chanfreinage est couramment utilisé pour éliminer les bords tranchants et faciliter l’assemblage des pièces .
- Ébauche et finition : L’ébauche consiste à enlever rapidement une grande quantité de matière lors du tournage d’une pièce, tandis que la finition consiste à obtenir une surface lisse et de haute qualité . Différents outils de coupe et paramètres de coupe peuvent être utilisés pour l’ébauche et la finition, en fonction de la précision et de la qualité de surface requises .
- Profilage : Le profilage consiste à créer des formes spécifiques sur la surface d’une pièce en acier . Cela peut être réalisé à l’aide d’outils de coupe spécifiques, tels que des outils à profiler, qui permettent de sculpter la pièce selon les spécifications requises . Le profilage est utilisé pour créer des formes complexes, des rainures décoratives ou des contours précis .
Il est important de choisir les bons outils de coupe, de régler les paramètres de coupe adéquats et de suivre des techniques appropriées pour chaque opération de tournage spécifique . Les machines de tournage modernes offrent une grande précision et une variété d’options pour réaliser ces opérations avancées . Assurez-vous de consulter les recommandations du fabricant de la machine et des outils de coupe, et de vous familiariser avec les techniques de tournage spécifiques à chaque opération .
Les opérations de tournage avancées offrent une grande polyvalence dans la fabrication de pièces en acier . En explorant des techniques telles que le tournage conique, le filetage, le dressage, le rainurage et bien d’autres, vous pouvez créer des formes complexes, des surfaces précises et des caractéristiques spécifiques . Choisissez les outils de coupe appropriés, réglez les paramètres de coupe adéquats et suivez les bonnes pratiques pour obtenir des résultats de haute qualité . Expérimentez et développez vos compétences pour maîtriser ces opérations de tournage avancées et repousser les limites de la fabrication de pièces en acier .
Retrouvez également sur notre forum quelles sont les 4 opérations basiques d’usinage …
Machines de tournage : Tour à métaux et autres équipements
Les machines de tournage sont des équipements essentiels dans le processus d’usinage des tubes en acier . Elles permettent de réaliser des opérations de tournage précises et efficaces . Dans cette section, nous vous présenterons différents types de machines de tournage, notamment le tour à métaux conventionnel et le tour CNC ( Commande Numérique par Ordinateur ) . Vous apprendrez leurs fonctionnalités, leurs avantages et leurs limitations, ainsi que des conseils pour choisir la machine adaptée à vos besoins spécifiques .
Tour à métaux conventionnel
Le tour à métaux conventionnel est une machine polyvalente utilisée depuis des décennies dans l’industrie de l’usinage . Il est composé d’un bâti solide, d’une broche motorisée et d’un chariot qui se déplace le long de l’axe de rotation . Les opérations de tournage sont réalisées manuellement à l’aide de commandes manuelles pour ajuster l’avance, la vitesse de rotation et la profondeur de passe . Les tours à métaux conventionnels sont appréciés pour leur simplicité d’utilisation, leur polyvalence et leur coût relativement abordable .
Avantages du tour à métaux conventionnel
- Polyvalence : Le tour à métaux conventionnel permet de réaliser une large gamme d’opérations de tournage, du tournage extérieur au tournage intérieur, du filetage au chanfreinage .
- Contrôle manuel : Les opérations sont effectuées manuellement, ce qui offre une flexibilité et un contrôle précis de chaque mouvement .
- Coût abordable : Les tours à métaux conventionnels sont généralement moins coûteux que les tours CNC, ce qui les rend accessibles à un plus large éventail d’entreprises .
Limitations du tour à métaux conventionnel
- Compétences requises : L’utilisation d’un tour à métaux conventionnel nécessite une certaine expertise et expérience pour obtenir des résultats précis et de haute qualité .
- Productivité limitée : Les opérations manuelles peuvent être plus lentes que celles réalisées sur des tours CNC, ce qui peut limiter la productivité globale .
Tour CNC ( Commande Numérique par Ordinateur )
Le tour CNC est une machine de tournage automatisée contrôlée par ordinateur . Il est équipé d’un système de commande numérique qui permet de programmer les opérations de tournage avec précision . Les tours CNC offrent une grande précision, une productivité élevée et une répétabilité constante des opérations .
Avantages du tour CNC
- Programmation précise : Les opérations de tournage sont programmées à l’aide de logiciels de commande numérique, ce qui permet d’obtenir une précision élevée et une répétabilité constante .
- Productivité élevée : Les tours CNC peuvent fonctionner de manière continue et automatisée, ce qui permet d’augmenter la productivité et d’optimiser les temps d’usinage .
- Flexibilité : Les tours CNC offrent une grande flexibilité en termes de création de formes complexes, de réalisation de filetages précis et d’autres opérations avancées .
Limitations du tour CNC
- Coût élevé : Les tours CNC sont généralement plus coûteux que les tours à métaux conventionnels, ce qui peut représenter un investissement plus important .
- Formation requise : L’utilisation d’un tour CNC nécessite une formation spécialisée pour maîtriser les logiciels de commande numérique et optimiser les paramètres d’usinage .
Conseils pour choisir la machine de tournage adaptée
- Évaluez vos besoins spécifiques en termes de volume de production, de complexité des pièces, de précision requise et de budget disponible .
- Considérez le niveau de compétence de vos opérateurs et la disponibilité de formation spécialisée pour les machines CNC .
- Consultez les fabricants et les fournisseurs pour obtenir des conseils et des recommandations sur les machines adaptées à votre activité .
- Pensez à l’avenir et à l’évolutivité de votre activité . Une machine CNC peut offrir des possibilités d’expansion et d’automatisation plus grandes à long terme .
Les machines de tournage, qu’il s’agisse de tours à métaux conventionnels ou de tours CNC, jouent un rôle essentiel dans le processus d’usinage des tubes en acier . Le choix entre un tour à métaux conventionnel et un tour CNC dépendra de vos besoins spécifiques en termes de polyvalence, de précision, de productivité et de budget . Les tours à métaux conventionnels offrent une approche manuelle plus flexible et abordable, tandis que les tours CNC offrent une automatisation précise et une productivité élevée . Évaluez soigneusement vos besoins et consultez des experts pour choisir la machine de tournage qui convient le mieux à votre entreprise .
Le tournage en pratique : Conseils et astuces pour des résultats optimaux
Pour obtenir des résultats optimaux lors du tournage des tubes en acier, il est important de suivre des bonnes pratiques et de connaître les astuces du métier . Dans cette section, nous partagerons des conseils pratiques qui vous aideront à améliorer votre efficacité, votre précision et votre sécurité lors du processus de tournage .
Choix du matériau
- Sélectionnez le matériau de la pièce en fonction des spécifications requises, de la résistance et de la facilité d’usinage .
- Considérez les propriétés du matériau telles que la dureté, la ductilité et la résistance à l’usure .
Fixation de la pièce
- Assurez-vous que la pièce est correctement fixée et centrée sur la machine de tournage pour éviter les vibrations et les mouvements indésirables .
- Utilisez des dispositifs de serrage appropriés et vérifiez régulièrement leur état pour assurer une fixation sécurisée .
Utilisation des lubrifiants
- Utilisez des lubrifiants ou des fluides de coupe adaptés pour faciliter l’usinage et prolonger la durée de vie de l’outil de coupe .
- Appliquez régulièrement les lubrifiants sur la zone de coupe pour réduire la friction et dissiper la chaleur .
Contrôle des vibrations
- Surveillez les vibrations pendant le processus de tournage, car elles peuvent affecter la qualité de la surface usinée et la durée de vie de l’outil .
- Assurez-vous que la pièce est correctement fixée, utilisez des outils de coupe appropriés et évitez les avances excessives pour minimiser les vibrations .
Surveillance des paramètres de coupe
- Contrôlez régulièrement les paramètres de coupe tels que la vitesse de rotation de la pièce, l’avance de l’outil et la profondeur de passe .
- Effectuez des ajustements si nécessaire pour maintenir des paramètres optimaux en fonction du matériau de la pièce et des spécifications requises .
Affûtage des outils
- Veillez à affûter régulièrement les outils de coupe pour maintenir leur tranchant et leur performance .
- Utilisez des dispositifs d’affûtage adaptés et suivez les recommandations du fabricant pour obtenir des résultats optimaux .
Contrôle de la qualité
- Contrôlez régulièrement la qualité de la surface usinée pour vous assurer qu’elle répond aux spécifications requises .
- Utilisez des instruments de mesure tels que des micromètres, des calibres et des rugosimètres pour vérifier les dimensions et la finition de la surface .
- Respectez toujours les consignes de sécurité lors du tournage, en portant des équipements de protection individuelle tels que des lunettes de sécurité et des gants .
- Familiarisez-vous avec les procédures d’urgence et assurez-vous que les dispositifs de sécurité de la machine sont en bon état de fonctionnement .
En suivant ces conseils pratiques, vous pourrez améliorer votre efficacité, votre précision et votre sécurité lors du tournage des tubes en acier . N’hésitez pas à expérimenter et à ajuster vos techniques en fonction des besoins spécifiques de chaque projet . Avec de la pratique et de l’expérience, vous développerez des compétences solides et obtiendrez des résultats optimaux dans vos opérations de tournage .
Usinage sur tour : Procédures et bonnes pratiques
L’usinage sur tour est une compétence essentielle pour tout opérateur de machine à tournage . Dans cette section, nous vous guiderons à travers les procédures et les bonnes pratiques pour usiner une pièce sur un tour . Vous apprendrez comment choisir et fixer la pièce, effectuer les différentes opérations de tournage, utiliser les outils de coupe de manière efficace, mesurer et contrôler les dimensions, et réaliser les finitions nécessaires . Des exemples concrets illustreront chaque étape du processus .
- Sélectionnez une pièce en fonction des spécifications requises, en tenant compte de la taille, de la forme et du matériau .
- Assurez-vous que la pièce est correctement fixée sur le tour à l’aide d’un mandrin, d’un système de serrage ou d’autres dispositifs de fixation appropriés . Vérifiez que la pièce est bien centrée et solidement fixée pour éviter tout désalignement ou mouvement indésirable pendant l’usinage .
- Choisissez les outils de coupe adaptés en fonction de la géométrie de la pièce, du matériau à usiner et des opérations spécifiques que vous souhaitez réaliser .
- Assurez-vous que les outils sont en bon état, correctement affûtés et bien fixés dans le porte-outil . Vérifiez leur alignement et leur stabilité avant de commencer l’usinage .
- Configurez les paramètres de coupe appropriés en fonction du matériau de la pièce, de la profondeur de passe, de la vitesse de rotation et de l’avance de l’outil .
- Suivez les recommandations du fabricant de l’outil et référez-vous aux données techniques pour déterminer les paramètres optimaux . Effectuez des ajustements si nécessaire pour obtenir les spécifications requises .
- Commencez l’usinage en engageant l’outil de coupe dans la pièce . Suivez une séquence logique en effectuant les différentes opérations de tournage telles que le tournage extérieur, le tournage intérieur, le filetage, le chanfreinage, etc .
- Maintenez une pression constante et utilisez des mouvements réguliers et fluides pour enlever la matière de manière uniforme . Soyez attentif aux vibrations excessives et ajustez les paramètres de coupe si nécessaire .
- Utilisez des instruments de mesure tels que des micromètres, des calibres, des jauges et des rugosimètres pour mesurer et contrôler les dimensions de la pièce usinée .
- Contrôlez régulièrement la qualité de la surface usinée pour vous assurer qu’elle répond aux spécifications requises . Effectuez des ajustements si nécessaire pour atteindre les tolérances dimensionnelles et les finitions nécessaires .
- Une fois l’usinage principal terminé, effectuez les finitions nécessaires telles que le polissage, le meulage ou le dressage pour obtenir la qualité de surface et les caractéristiques de forme souhaitées .
- Utilisez des outils et des techniques appropriés pour réaliser les finitions de manière précise et soignée .
Il est essentiel de suivre ces procédures et ces bonnes pratiques pour obtenir des résultats optimaux lors de l’usinage sur tour . Soyez attentif à la sécurité tout au long du processus, en portant des équipements de protection individuelle et en suivant les procédures de sécurité de l’atelier . N’hésitez pas à expérimenter, à développer vos compétences et à consulter les experts pour améliorer vos techniques d’usinage sur tour . Avec de la pratique et de l’expérience, vous serez en mesure de maîtriser cette compétence essentielle et d’obtenir des pièces usinées selon les spécifications requises .
Tournage et métallurgie : L’importance de l’industrie
Le tournage des tubes en acier joue un rôle crucial dans l’industrie de la métallurgie . Cette section mettra en évidence l’importance de l’industrie de l’usinage, son impact sur d’autres secteurs économiques et son rôle dans la fabrication de produits de haute qualité . Nous mettrons également en évidence les normes de qualité, les certifications et les exigences spécifiques auxquelles les fabricants doivent se conformer pour garantir des résultats fiables et durables .
L’importance de l’industrie de l’usinage
- L’industrie de l’usinage, y compris le tournage des tubes en acier, est essentielle dans la fabrication de pièces et de composants pour de nombreux secteurs économiques tels que l’automobile, l’aérospatiale, l’énergie, la construction, …
- Les opérations de tournage permettent de créer des pièces précises, adaptées aux spécifications, et jouent un rôle clé dans la fabrication de produits finaux de haute qualité .
Impact sur d’autres secteurs économiques
- L’industrie de l’usinage soutient de nombreux autres secteurs économiques en fournissant des pièces et des composants essentiels à leur fonctionnement .
- Par exemple, dans le secteur de l’automobile, le tournage des tubes en acier est crucial pour la fabrication de moteurs, d’essieux, de suspensions, de systèmes de transmission, …
Normes de qualité et certifications
- Les fabricants d’usinage sont tenus de respecter des normes de qualité strictes pour garantir des produits fiables et durables .
- Des certifications telles que la norme ISO 9001 garantissent la conformité aux exigences de qualité et la mise en place de systèmes de gestion de la qualité efficaces .
Exigences spécifiques de l’industrie
- L’industrie de l’usinage des tubes en acier a des exigences spécifiques en termes de tolérances dimensionnelles, de finitions de surface, de résistance aux contraintes, …
- Les fabricants doivent être capables de répondre à ces exigences en utilisant des équipements de pointe, des techniques de tournage avancées et des matériaux de haute qualité .
Collaboration avec les clients
- Les fabricants d’usinage collaborent étroitement avec leurs clients pour comprendre leurs besoins spécifiques, leurs spécifications et leurs contraintes techniques .
- Cette collaboration permet d’optimiser les processus de tournage, d’identifier des solutions innovantes et d’assurer la satisfaction des clients .
Recherche et développement
- L’industrie de l’usinage est en constante évolution, avec des progrès technologiques et des innovations qui permettent d’améliorer l’efficacité, la précision et la durabilité des opérations de tournage .
- Les fabricants investissent dans la recherche et le développement pour rester à la pointe de la technologie et répondre aux besoins changeants du marché .
L’industrie de l’usinage, y compris le tournage des tubes en acier, joue un rôle vital dans la fabrication de produits de haute qualité pour divers secteurs économiques . Les fabricants d’usinage doivent respecter des normes de qualité rigoureuses, travailler en collaboration avec leurs clients et investir dans la recherche et le développement pour rester compétitifs sur le marché . Grâce à leur expertise, leur savoir-faire et leur engagement envers l’excellence, ils contribuent à la croissance de l’industrie de la métallurgie et à l’innovation technologique .
L’entreprise d’usinage : Rôle et expertise
Les entreprises d’usinage jouent un rôle essentiel dans la réalisation des opérations de tournage des tubes en acier . Dans cette section, nous examinerons le rôle d’une entreprise d’usinage, ses compétences et son expertise spécifique dans le domaine du tournage . Nous discuterons également des critères à prendre en compte lors du choix d’un partenaire d’usinage et des avantages potentiels de collaborer avec des professionnels qualifiés .
Rôle d’une entreprise d’usinage
- Une entreprise usinage est spécialisée dans la fabrication de pièces métalliques en utilisant des machines-outils, telles que des tours, pour réaliser des opérations de tournage .
- Son rôle principal est de transformer les tubes en acier bruts en pièces usinées conformes aux spécifications du client .
Compétences et expertise en tournage
- Les entreprises d’usinage possèdent une expertise approfondie dans les techniques de tournage des tubes en acier .
- Elles maîtrisent les connaissances techniques, les compétences en programmation, l’utilisation des outils de coupe et le contrôle de la qualité nécessaires pour obtenir des résultats précis et de haute qualité .
Critères de choix d’un partenaire d’usinage
- Capacités techniques : Vérifiez si l’entreprise dispose de machines modernes, d’outils de coupe de qualité et d’une équipe compétente pour répondre à vos besoins spécifiques en tournage des tubes en acier .
- Expérience et expertise : Renseignez-vous sur l’expérience de l’entreprise dans le domaine de l’usinage des tubes en acier et vérifiez ses références clients .
- Certification et normes de qualité : Assurez-vous que l’entreprise est certifiée et respecte les normes de qualité en vigueur pour garantir des résultats fiables et conformes .
Avantages de collaborer avec des professionnels qualifiés
- Expertise technique : Travailler avec des professionnels qualifiés en tournage des tubes en acier vous assure un niveau élevé de compétence et de connaissances spécialisées .
- Qualité et précision : Les entreprises d’usinage expérimentées ont les compétences nécessaires pour réaliser des opérations de tournage précises, répondant aux tolérances dimensionnelles et aux finitions de surface requises .
- Délais de production respectés : Les professionnels qualifiés sont en mesure de gérer efficacement les délais de production et de fournir des pièces dans les délais convenus .
- Collaboration personnalisée : Les entreprises d’usinage expérimentées peuvent collaborer étroitement avec vous, en vous offrant des conseils d’experts, des solutions personnalisées et une flexibilité dans l’adaptation à vos besoins spécifiques .
Collaborer avec une entreprise d’usinage qualifiée dans le tournage des tubes en acier présente de nombreux avantages . Leur expertise, leur équipement moderne et leurs compétences techniques garantissent des résultats de haute qualité, répondant aux spécifications requises . Prenez le temps de choisir un partenaire d’usinage qui répond à vos exigences spécifiques en termes de capacités techniques, d’expérience et de certifications . Une collaboration efficace avec des professionnels qualifiés vous permettra de bénéficier de pièces usinées de qualité, de respecter les délais de production et de maximiser la valeur ajoutée pour votre entreprise .
Usinage de l’acier : Techniques spécifiques pour des résultats précis
L’acier est l’un des matériaux les plus couramment usinés lors du tournage des tubes . Dans cette section, nous explorerons les techniques spécifiques à utiliser lors de l’usinage de l’acier . Vous découvrirez les facteurs importants à prendre en compte, tels que la dureté de l’acier, la température de coupe, les outils de coupe adaptés et les méthodes de refroidissement efficaces . Des exemples pratiques vous aideront à comprendre comment obtenir des résultats précis et de haute qualité lors de l’usinage de l’acier .
- Dureté de l’acier : L’acier peut avoir une large gamme de dureté, ce qui nécessite l’utilisation d’outils de coupe appropriés pour assurer une coupe efficace et réduire l’usure de l’outil .
- Température de coupe : L’usinage de l’acier peut générer une chaleur importante . Il est essentiel de contrôler la température de coupe pour éviter la déformation de la pièce et l’usure prématurée de l’outil .
- Vitesse de coupe : La vitesse de coupe doit être adaptée à la dureté de l’acier . Une vitesse trop faible peut provoquer des vibrations et une mauvaise finition, tandis qu’une vitesse trop élevée peut entraîner une surchauffe et une usure excessive de l’outil .
Outils de coupe adaptés
- Les aciers plus durs nécessitent des outils de coupe revêtus de carbure ou de céramique, qui offrent une meilleure résistance à l’usure .
- Les aciers plus doux peuvent être usinés avec des outils en acier rapide ( HSS ) ou des plaquettes en carbure .
Méthodes de refroidissement
- Utilisez des lubrifiants de coupe spécialement formulés pour l’usinage de l’acier afin de réduire la chaleur et la friction pendant le processus de coupe .
- Les liquides de refroidissement peuvent être appliqués directement sur la zone de coupe pour évacuer la chaleur et prolonger la durée de vie de l’outil .
Contrôle de la température
- Surveillez régulièrement la température de coupe pour éviter la surchauffe de l’acier . Utilisez des capteurs de température et des techniques de refroidissement appropriées pour maintenir la température dans une plage acceptable .
Surveillance de l’usure de l’outil
- Contrôlez régulièrement l’usure de l’outil de coupe en inspectant ses arêtes et en mesurant sa longueur .
- Remplacez l’outil lorsque son usure atteint un niveau critique pour assurer la précision et la qualité de l’usinage .
Stabilité du processus
- Assurez-vous que la pièce est correctement fixée pour minimiser les vibrations et les déformations pendant l’usinage de l’acier .
- Utilisez des outils de coupe rigides et maintenez des paramètres de coupe stables pour obtenir des résultats précis et une finition de surface de haute qualité .
En utilisant ces techniques spécifiques lors de l’usinage de l’acier, vous pourrez obtenir des résultats précis et de haute qualité . N’oubliez pas d’ajuster les paramètres de coupe en fonction de la dureté de l’acier, de surveiller la température de coupe et de contrôler l’usure de l’outil . Collaborer avec des experts en usinage de l’acier peut également vous aider à optimiser vos techniques et à obtenir des résultats fiables et durables dans vos opérations de tournage .
Le tournage et ses applications : Polyvalence et utilité
Le tournage des tubes en acier présente une grande polyvalence et trouve de nombreuses applications dans différents secteurs industriels . Dans cette section, nous explorerons les domaines où le tournage est largement utilisé, tels que l’aéronautique, l’automobile, la construction navale, l’industrie pétrolière, etc . Nous mettrons en évidence les avantages du tournage par rapport à d’autres techniques d’usinage et les raisons pour lesquelles il est choisi dans diverses applications .
Applications dans l’aéronautique
- Le tournage est largement utilisé dans l’industrie aéronautique pour la fabrication de pièces critiques telles que les arbres d’hélice, les composants du train d’atterrissage, les structures internes des moteurs, …
- Les avantages du tournage dans ce domaine incluent la précision dimensionnelle, la capacité à usiner des matériaux résistants à haute température, ainsi que la possibilité de réaliser des formes complexes avec une grande précision .
Applications dans l’automobile
- Le tournage est essentiel dans la fabrication d’une large gamme de composants automobiles tels que les arbres de transmission, les pistons, les culasses, les moyeux de roue, …
- Les avantages du tournage dans l’industrie automobile incluent la production de pièces avec des tolérances dimensionnelles strictes, une grande reproductibilité, une efficacité de production élevée et la possibilité d’usiner des matériaux variés .
Applications dans la construction navale
- Le tournage est largement utilisé dans la fabrication de composants pour les navires, tels que les arbres d’hélice, les hélices, les systèmes de propulsion, les parties internes des moteurs marins, …
- Les avantages du tournage dans ce secteur incluent la capacité à usiner des pièces de grande taille, à obtenir des finitions de surface de haute qualité et à répondre aux normes de résistance et de durabilité requises .
Applications dans l’industrie pétrolière
- Le tournage est utilisé dans la fabrication de pièces pour l’industrie pétrolière, telles que les tiges de forage, les vannes, les raccords, les composants pour les plates-formes offshore, …
- Les avantages du tournage dans ce domaine incluent la capacité à usiner des matériaux résistants à la corrosion, la précision dans les tolérances dimensionnelles et la fiabilité des pièces pour les environnements extrêmes .
Avantages du tournage par rapport à d’autres techniques d’usinage
- Polyvalence : Le tournage permet d’usiner une grande variété de formes et de dimensions de pièces, allant des pièces de petite taille aux pièces de grande envergure .
- Précision dimensionnelle : Le tournage offre une grande précision dans les tolérances dimensionnelles, permettant de produire des pièces aux spécifications requises .
- Finition de surface : Le tournage permet d’obtenir des finitions de surface de haute qualité, réduisant ainsi les opérations de finition supplémentaires .
- Efficacité de production : Le tournage offre une efficacité de production élevée, permettant de fabriquer des pièces en série avec une grande reproductibilité .
Le tournage des tubes en acier présente une polyvalence et une utilité étendues dans de nombreux secteurs industriels . Son importance réside dans sa capacité à usiner des pièces de haute précision, à répondre aux normes de qualité strictes et à fournir des composants essentiels pour diverses applications . En raison de ses avantages par rapport à d’autres techniques d’usinage, le tournage est souvent le choix privilégié dans les industries où la précision, la reproductibilité et la qualité des pièces sont primordiales .
Tour mécanique : Définition et fonctionnement
Le tour mécanique, également connu sous le nom de tour conventionnel, est une machine essentielle dans le tournage des tubes en acier . Dans cette section, nous expliquerons en détail le fonctionnement d’un tour mécanique, ses composants, son utilisation et les opérations qu’il peut effectuer . Vous découvrirez comment régler les paramètres de la machine, utiliser les différents outils de coupe et obtenir des résultats précis grâce à cette machine polyvalente .
Définition du tour mécanique
- Un tour mécanique est une machine-outil utilisée pour réaliser des opérations de tournage, c’est-à-dire pour enlever de la matière d’un tube en acier en rotation, afin de lui donner une forme spécifique .
- Il est composé de différents éléments, tels que le banc, le chariot, la broche, l’outil de coupe et le mandrin, qui permettent de réaliser les opérations de tournage .
Fonctionnement du tour mécanique
- Le tour mécanique fonctionne selon le principe de l’enlèvement de matière par rotation . Le tube en acier est fixé dans le mandrin, qui est ensuite serré pour maintenir la pièce en place .
- La broche du tour, qui est reliée au moteur, fait tourner la pièce à une vitesse définie . Le chariot, contrôlé par un système de vis, déplace l’outil de coupe le long de la pièce pour enlever la matière et lui donner la forme souhaitée .
- Le mouvement de l’outil de coupe peut être réglé pour effectuer des opérations de tournage extérieur, intérieur, conique, filetage, …
Composants du tour mécanique
- Le banc : C’est la base de la machine sur laquelle sont montés les autres composants . Il assure la stabilité et la rigidité de la machine .
- La broche : C’est l’élément rotatif principal qui fait tourner la pièce fixée dans le mandrin .
- Le chariot transversal : Il permet le déplacement de l’outil de coupe perpendiculairement à l’axe de rotation de la pièce .
- Le chariot longitudinal : Il permet le déplacement de l’outil de coupe le long de la pièce, parallèlement à l’axe de rotation .
- L’outil de coupe : Il enlève la matière de la pièce pour réaliser les opérations de tournage .
- Le mandrin : Il est utilisé pour fixer la pièce de manière sécurisée et stable pendant le processus de tournage .
Utilisation du tour mécanique
- Avant de commencer le tournage, il est important de préparer la machine en vérifiant les réglages et en assurant la sécurité .
- La pièce à usiner est fixée dans le mandrin, puis la vitesse de rotation de la broche est réglée en fonction de la dureté de l’acier et du type d’opération à effectuer .
- L’outil de coupe est positionné sur le chariot et réglé pour obtenir la profondeur de coupe souhaitée . Le chariot est ensuite déplacé le long de la pièce pour enlever la matière et réaliser les opérations de tournage .
- Pendant le processus de tournage, il est important de surveiller la qualité de la coupe, de vérifier les dimensions de la pièce et d’ajuster les paramètres de coupe si nécessaire .
Le tour mécanique est une machine polyvalente qui permet de réaliser une grande variété d’opérations de tournage sur les tubes en acier . Son fonctionnement repose sur le mouvement de rotation de la pièce fixée dans le mandrin, associé au déplacement de l’outil de coupe le long de la pièce . En utilisant correctement les réglages, les outils de coupe appropriés et en assurant une surveillance attentive, le tour mécanique permet d’obtenir des résultats précis et de haute qualité dans les opérations de tournage .
Paramètres de coupe en tournage : Réglages essentiels
Les paramètres de coupe sont des éléments clés pour obtenir des résultats optimaux lors du tournage des tubes en acier . Dans cette section, nous vous guiderons à travers les différents paramètres à prendre en compte, tels que la vitesse de coupe, l’avance, la profondeur de passe, l’angle d’attaque, etc . Vous apprendrez comment régler ces paramètres en fonction des caractéristiques de la pièce, du matériau et des conditions de coupe pour obtenir des résultats précis et de haute qualité .
- La vitesse de coupe correspond à la vitesse à laquelle l’outil de coupe se déplace le long de la pièce en une minute .
- Elle dépend du matériau de la pièce, de la dureté de l’acier, de la profondeur de passe et de la finition souhaitée .
- Pour déterminer la vitesse de coupe appropriée, vous pouvez vous référer aux tables de vitesses de coupe recommandées par les fabricants d’outils ou utiliser des formules spécifiques en fonction des paramètres de coupe .
- L’avance correspond à la distance parcourue par l’outil de coupe le long de la pièce par tour complet .
- Elle dépend de la vitesse de rotation de la pièce, du nombre de passes et de la géométrie de l’outil de coupe .
- Pour calculer l’avance, vous pouvez utiliser des formules spécifiques en fonction de ces paramètres, ou vous référer aux tables d’avance recommandées par les fabricants d’outils .
- La profondeur de passe correspond à la quantité de matière enlevée à chaque passage de l’outil de coupe .
- Elle dépend de la rigidité de la machine, de la dureté de l’acier et de la géométrie de l’outil de coupe .
- Pour déterminer la profondeur de passe appropriée, vous pouvez utiliser des formules spécifiques en fonction de ces paramètres ou vous référer aux recommandations des fabricants d’outils .
- L’angle d’attaque est l’angle formé entre la face de coupe de l’outil et la surface de la pièce .
- Il influence la formation des copeaux et l’efficacité de la coupe .
- Un angle d’attaque positif est généralement utilisé pour les aciers tendres, tandis qu’un angle négatif est préféré pour les aciers durs .
- La finition de la surface de la pièce peut être améliorée en utilisant une passe de finition légère après une passe de dégrossissage .
- La passe de finition consiste à réduire la profondeur de coupe et à augmenter la précision de la coupe pour obtenir une surface lisse et précise .
Il est important de noter que les paramètres de coupe peuvent varier en fonction des caractéristiques spécifiques de la pièce, du matériau, des tolérances dimensionnelles requises et des objectifs de finition . Il est recommandé de se référer aux recommandations des fabricants d’outils, aux tables de vitesses de coupe et aux formules spécifiques pour déterminer les paramètres de coupe optimaux .
Lorsque vous réglez les paramètres de coupe, il est également essentiel de surveiller attentivement le processus d’usinage, de mesurer et de vérifier régulièrement les dimensions de la pièce, ainsi que de contrôler l’usure de l’outil de coupe . Des ajustements appropriés peuvent être nécessaires en fonction des conditions réelles d’usinage pour maintenir la qualité et la précision du tournage .
En prenant en compte les différents paramètres de coupe et en les réglant avec précision, vous serez en mesure d’obtenir des résultats optimaux lors du tournage des tubes en acier . Cela vous permettra de réaliser des opérations de tournage précises, de garantir une qualité élevée et de maximiser l’efficacité de production .
Les différents types de tournage : Approches et applications
Le tournage peut être réalisé selon différents types d’approches en fonction des besoins spécifiques de la pièce à usiner . Dans cette section, nous explorerons les principaux types de tournage, tels que le tournage en avalant, le tournage en opposition, le tournage par enlèvement de matière, etc . Vous découvrirez les avantages et les applications de chaque type de tournage, ainsi que les situations dans lesquelles ils sont les plus appropriés .
Tournage en avalant
Le tournage en avalant est la méthode la plus couramment utilisée . L’outil de coupe se déplace dans le sens de la rotation de la pièce, en enlevant de la matière le long de son diamètre .
Cette approche permet d’obtenir des finitions de surface lisses et précises, et convient particulièrement pour les opérations de tournage extérieur .
Tournage en opposition
Le tournage en opposition implique que l’outil de coupe se déplace à contre-sens de la rotation de la pièce .
Cette approche est souvent utilisée pour l’usinage de matériaux fragiles ou difficiles à usiner, afin de minimiser les risques de vibrations et d’améliorer la qualité de la coupe .
Tournage par enlèvement de matière
Le tournage par enlèvement de matière consiste à usiner la pièce en enlevant des copeaux successifs à chaque passage de l’outil de coupe .
Cette méthode est utilisée lorsque des quantités importantes de matière doivent être enlevées, et peut être réalisée avec différentes approches, telles que le tournage en avalant ou le tournage en opposition .
Tournage de profil
Le tournage de profil permet de réaliser des formes spécifiques sur la surface de la pièce, telles que des rainures, des chanfreins, des filetages, …
Cette approche nécessite l’utilisation d’outils de coupe spécifiques, tels que des outils à plaquettes carbure ou des outils à profil spécial .
Tournage de conicité
Le tournage de conicité permet de réaliser des surfaces coniques sur la pièce, avec un angle de cône précis .
Cette approche est souvent utilisée pour les pièces nécessitant des ajustements précis, tels que les cônes d’assemblage ou les surfaces d’étanchéité .
Chaque type de tournage présente des avantages spécifiques et est adapté à des applications particulières . Par exemple, le tournage en avalant est couramment utilisé pour l’usinage de pièces de formes simples, tandis que le tournage en opposition est privilégié pour les matériaux difficiles à usiner . Le choix du type de tournage dépendra des caractéristiques de la pièce, des tolérances dimensionnelles requises et des objectifs de finition .
Il est également important de prendre en compte d’autres facteurs lors du choix du type de tournage, tels que la stabilité du processus d’usinage, les contraintes mécaniques, les exigences de précision et les capacités de la machine de tournage utilisée .
En comprenant les différents types de tournage et en choisissant l’approche appropriée pour chaque situation, vous pourrez obtenir des résultats optimaux lors de l’usinage des tubes en acier . Cela vous permettra de réaliser des opérations de tournage précises, d’optimiser l’efficacité de production et de répondre aux exigences de qualité de vos pièces usinées .
Usinage d’un tube en acier rond sur un tour : Techniques et exemples
L’usinage d’un tube en acier rond sur un tour est une opération courante dans l’industrie de l’usinage . Dans cette section, nous explorerons les techniques et les étapes essentielles pour usiner avec succès un tube en acier sur un tour . Nous fournirons également des exemples concrets d’usinage de tubes en acier pour différentes pièces finies .
- Préparation du tube en acier : Avant de commencer l’usinage, il est essentiel de préparer le tube en acier . Cela peut inclure la coupe à la longueur appropriée et le centrage précis du tube dans le mandrin du tour .
- Choix des outils de coupe : Sélectionnez les outils de coupe appropriés pour l’usinage du tube en acier . Cela dépendra de la géométrie de la pièce à usiner, des tolérances dimensionnelles requises et des propriétés spécifiques de l’acier .
Étape 1 : Tournage extérieur
Pour usiner l’extérieur du tube en acier, utilisez l’outil de coupe adapté et réglez les paramètres de coupe en fonction des caractéristiques de l’acier . Exemple : Usinage d’un tube en acier pour obtenir une surface extérieure cylindrique lisse et précise, prête pour une opération ultérieure d’assemblage ou de montage .
Étape 2 : Tournage intérieur
Si nécessaire, effectuez l’usinage de l’intérieur du tube en acier pour réaliser des alésages, des perçages ou d’autres formes creuses . Exemple : Usinage d’un alésage précis à l’intérieur d’un tube en acier pour permettre l’ajustement d’une pièce d’assemblage ou l’installation d’un composant interne .
Étape 3 : Filetage
Si un filetage est requis, utilisez les outils de coupe appropriés pour réaliser des filetages internes ou externes sur le tube en acier . Exemple : Usinage d’un filetage externe sur un tube en acier pour permettre la connexion avec d’autres composants ou pour l’ajustement d’un écrou .
Étape 4 : Finition et mesure
Une fois les opérations d’usinage principales terminées, effectuez une passe de finition pour obtenir une surface lisse et précise sur le tube en acier . Utilisez des instruments de mesure tels que des micromètres ou des pieds à coulisse pour vérifier les dimensions et la qualité de la pièce usinée .
En utilisant ces étapes et en ajustant les paramètres de coupe en fonction des caractéristiques spécifiques du tube en acier, vous serez en mesure d’usiner avec succès un tube en acier sur un tour . Voici quelques exemples d’usinage de tubes en acier pour différentes pièces finies :
Exemple 1 : Usinage d’un tube en acier pour une entretoise :
- À partir d’un tube en acier de diamètre et de longueur appropriés, réalisez l’usinage extérieur pour obtenir une surface cylindrique précise .
- Réalisez également l’usinage intérieur pour créer un trou centré et de dimensions précises pour l’ajustement de l’entretoise .
Exemple 2 : Usinage d’un tube en acier pour un arbre :
- À partir d’un tube en acier de diamètre et de longueur appropriés, effectuez l’usinage extérieur pour obtenir une surface cylindrique précise pour l’arbre .
- Réalisez l’usinage intérieur pour créer un alésage précis pour l’ajustement d’un roulement ou d’une autre pièce d’assemblage .
Exemple 3 : Usinage d’un tube en acier pour un support de fixation :
- À partir d’un tube en acier de diamètre et de longueur appropriés, effectuez l’usinage extérieur pour obtenir une surface lisse et précise pour le support .
- Réalisez également l’usinage intérieur pour créer des alésages ou des trous filetés pour la fixation de composants supplémentaires .
Ces exemples illustrent différentes utilisations d’usinage de tubes en acier sur un tour pour obtenir des pièces finies spécifiques . En adaptant les techniques d’usinage et les paramètres de coupe en fonction des exigences de chaque pièce, vous pourrez réaliser des usinages précis et de haute qualité sur les tubes en acier .
Le tournage des tubes en acier est un processus complexe et précis qui nécessite une compréhension approfondie des principes fondamentaux, des techniques avancées et des outils utilisés . Dans cet article, nous avons couvert tous les aspects essentiels du tournage, depuis les bases du principe de tournage jusqu’aux différentes opérations, aux machines utilisées et aux meilleures pratiques à suivre . En suivant ces conseils et en développant vos compétences, vous serez en mesure de réaliser des opérations de tournage des tubes en acier avec succès, en obtenant des résultats précis, durables et de haute qualité .
FOIRE AUX QUESTIONS
Le tournage permet de donner à une pièce en acier la forme et les dimensions souhaitées en enlevant progressivement de la matière .
La vitesse de coupe en tournage peut être calculée en utilisant la formule : Vitesse de coupe (VC) = Pi x Diamètre de la pièce x Vitesse de rotation .
Pour usiner une pièce sur un tour, il faut suivre plusieurs étapes, notamment la fixation de la pièce, le choix des outils de coupe, le réglage des paramètres de coupe et l’exécution des opérations de tournage selon une séquence logique .
Le tournage a pour but de donner à une pièce en acier la forme et les dimensions souhaitées en enlevant progressivement de la matière .
Les opérations de tournage comprennent le tournage intérieur, le tournage extérieur, le filetage, le dressage, le rainurage, l’alésage, …
L’outil de tournage est généralement appelé « outil de coupe » ou « outil de tournage » .
Le mécanisme qui maintient la pièce en tournage est appelé « mandrin » ou « plateau de serrage » .
Un tour conventionnel, également appelé tour mécanique, est une machine utilisée pour le tournage des tubes en acier . Il fonctionne grâce à des commandes manuelles et offre une grande polyvalence dans les opérations d’usinage .
Le tournage est choisi pour ses capacités à produire des pièces précises, à haute résistance et de formes complexes, ce qui en fait une technique d’usinage polyvalente et largement utilisée dans de nombreux secteurs industriels .
Pour usiner un tube en acier rond avec un tour, il faut d’abord le fixer solidement dans le mandrin du tour . Ensuite, en utilisant les outils de coupe appropriés, on peut effectuer des opérations de tournage, telles que le dressage, le perçage, le filetage, …, pour obtenir la forme et les dimensions souhaitées .
Un tour CNC, ou Commande Numérique par Ordinateur, est une machine automatisée utilisée pour le tournage des tubes en acier . Il est contrôlé par un logiciel informatique qui permet de programmer précisément les mouvements de coupe, offrant ainsi une grande précision et une automatisation des opérations de tournage .
Ce qu’il faut retenir de cet article :
- Le tournage des tubes en acier est une opération cruciale dans l’usinage des pièces métalliques .
- Le calcul de l’avance, de la profondeur de passe et de la vitesse de coupe est essentiel pour obtenir des résultats précis .
- Différentes opérations de tournage, telles que le tournage intérieur et l’usinage mécanique, nécessitent des techniques spécifiques .
- Le choix des outils de tournage adaptés est crucial pour des performances optimales .
- Le tour mécanique est la machine de tournage conventionnelle largement utilisée, tandis que le tour CNC offre une automatisation et une précision supérieures .
- Les bonnes pratiques, telles que la préparation de la pièce, le contrôle des paramètres de coupe et la finition, sont essentielles pour obtenir des résultats de qualité .
- L’acier est un matériau couramment usiné lors du tournage des tubes, nécessitant des techniques spécifiques en raison de sa dureté et de ses propriétés .
- Le tournage présente une polyvalence et une utilité dans de nombreux secteurs industriels, tels que l’aéronautique, l’automobile et l’industrie pétrolière .
- Les entreprises d’usinage spécialisées offrent une expertise et des compétences essentielles pour réaliser des opérations de tournage de haute qualité .
- En somme, l’article met en évidence l’importance du tournage des tubes en acier, en fournissant des informations détaillées, des techniques avancées et des conseils pratiques pour obtenir des résultats précis et de haute qualité .

Ces articles devraient aussi vous intéresser :
- Le fraisage – Une technique d’usinage polyvalente pour la fabrication de pièces précises : Découvrez les principes et les applications du fraisage, une technique d’usinage essentielle dans l’industrie . Explorez les différentes opérations de fraisage, les types de fraises utilisés, ainsi que les avantages et les applications de cette méthode pour la fabrication de pièces complexes et de haute qualité .
- Courber, cintrer, redresser et écraser des tubes en acier ronds – Techniques d’usinage pour la transformation de tubes métalliques : Découvrez les différentes techniques d’usinage utilisées pour courber, cintrer, redresser et écraser des tubes en acier rond . Cet article explore les méthodes spécifiques pour réaliser ces opérations, les équipements nécessaires, ainsi que les applications industrielles dans lesquelles ces techniques sont couramment utilisées .
Découvrez quelle est la différence entre le tournage et le fraisage via notre forum …
Qu’est-ce qu’un tour ? Principaux éléments, fonctions et utilisations | EONSI
Le tour est un outil fondamental impliqué dans le processus de fabrication de pièces. Nous allons vous expliquer son fonctionnement et l’importance du tournage.
Qu’est-ce qu’un tour ? Principaux éléments, fonctions et utilisations
Le tour est un outil mécanique très utilisé dans l’ industrie lourde. À travers un processus d’enlèvement de matière, le tournage permet de couper, façonner ou polir des pièces issues de différents matériaux Les différents types de tours peuvent être classés selon leur fonction : fraisage, copiage, revolver et automatique ; ainsi que selon leur mode de fonctionnement : vertical, horizontal (ou parallèle) et CNC (à commande numérique). Ils peuvent également être classés en fonction de leur base : tours d’établi et tours à banc. Cette machine fonctionne avec trois mouvements qui opèrent souvent de manière simultanée pour façonner les pièces.
À quoi sert un tour ?
Depuis le début de la révolution industrielle, le tour est une machine de base indispensable pour l’usinage de pièces. Elle est utilisée pour fabriquer et façonner des pièces dans des matériaux très difficiles à travailler (métal, bois ou plastique) et qui nécessitent une grande force et une grande précision de manipulation. Le but du tour est de couper, de tarauder, de dégrossir ou d’effectuer des finitions de surface sur les pièces , ce qui permet de maximiser l’échelle de production et d’assurer une production en série homogène. Les principales industries qui utilisent cet outil sont l’automobile, l’informatique, l’odontologie, la filière électrique et le secteur forestier, ainsi que toute autre industrie où l’usinage, le taraudage, la découpe, le cylindrage, l’alésage et le rainurage de pièces de forme géométrique sont nécessaires.
Éléments d’un tour
Un tour se compose principalement des éléments suivants : le banc, l’axe principal, les têtes, la boîte Norton et les chariots porte-outils. Le banc est la structure qui supporte la machine et sur laquelle les autres pièces glissent ou reposent.Cette élément est le plus souvent fabriqué en fonte L’axe principal est la base qui soutient le mandrin sur lequel est fixée la pièce à usiner. Les têtes peuvent être fixes (elles soutiennent le mandrin) ou mobiles (également appelées contre-pointe, elles se déplacent longitudinalement sur les guides du banc et servent de base pour fixer les lames qui façonnent la pièce). La boîte Norton est composée d’engrenages et de leviers, et permet de régler les vitesses de rotation du mandrin. Les chariots sont les pièces qui permettent à l’outil de coupe de se déplacer, et ils peuvent se déplacer longitudinalement ou transversalement.
Comment fonctionne un tour ?
Lors du processus de tournage , la pièce fixée sur le mandrin tourne sur son propre axe tandis que le chariot portant une ou plusieurs lames est poussé avec une précision millimétrique vers la surface de la pièce pour contrôler la profondeur de coupe et la taille finale souhaitée.del corte y el tamaño final deseado.
Le processus de tournage dans la fabrication de pièces
Le mouvement principal dans le processus de tournage est le mouvement de rotation . Selon les parties du processus de tournage, il peut s’agir d’un mouvement de coupe ou d’avance . Le tournage de la pièce se produit lorsque le chariot se déplace le long de l’axe de rotation. La tête fixe fait tourner la pièce tandis que la lame se déplace directement vers la pièce pour la couper. Les différentes fonctions du tour sont déterminées par le type de lame Le contrôle de la profondeur et de la force est exercé manuellement, sauf sur le tour CNC (à commande numérique), contrôlé par des chiffres, des lettres et des symboles codés via un logiciel informatique.
EONSI, spécialiste du tournage
EONSI est une entreprise leader dans le secteur grâce à son expertise en matière de tournage . Nous cherchons à accroître l’efficacité des processus et des produits, en adoptant toujours une approche innovante. Nous proposons une Formation technique à travers laquelle nous dispensons différents cours, du niveau basique au plus avancé.
Articles connexes
Le revenu est un traitement thermique effectué sur l’acier après la trempe pour obtenir la…

Connaître les différents types d’acier inoxydable qui existent, leurs principales qualités et leurs avantages lors…

L’anodisation de l’aluminium est une technique qui consiste à créer une couche protectrice d’oxyde d’aluminium…
- previous post: Types de métaux pour l’usinage | EONSI
- next post: Qu’est-ce que le moulage par compression et à quoi sert-il ? | EONSI

- Résumé de la confidentialité
- Cookies strictement nécessaires
- Cookies de tiers
Ce site web utilise des cookies afin de vous offrir la meilleure expérience utilisateur possible. Les informations des cookies sont stockées dans votre navigateur et remplissent des fonctions telles que vous reconnaître lorsque vous revenez sur notre site ou aider notre équipe à comprendre quelles parties du site vous trouvez les plus intéressantes et les plus utiles.
Les cookies strictement nécessaires doivent toujours être activés afin que nous puissions enregistrer vos préférences en matière de paramètres de cookies.
Si vous désactivez ce cookie, nous ne serons pas en mesure d'enregistrer vos préférences. Cela signifie que chaque fois que vous visiterez ce site web, vous devrez à nouveau activer ou désactiver les cookies.
Ce site web utilise Google Analytics pour collecter des informations anonymes telles que le nombre de visiteurs du site ou les pages les plus populaires.
Le fait de laisser ce cookie actif nous permet d'améliorer notre site web.
Veuillez d'abord activer les cookies strictement nécessaires afin que nous puissions enregistrer vos préférences !
- Outils portatifs PROXXON sur batterie
- PROXXON Industrial
- Scies Proxxon
- Outils portatifs Proxxon
- Autres outils Proxxon
- Tours de précision Proxxon
- Fraiseuses Proxxon
- Ponceuses Proxxon
- Accessoires Proxxon
- Consommables Proxxon
- Accessoires Tours Proxxon
- Accessoires Fraiseuses Proxxon
- Machines UNIMAT
- Accessoires UNIMAT
- Accessoires Fraiseuses
- Accessoires Tours
- Chalumeau - Fer à souder
- Livres et DVD
- Produits TAMIYA
- Plieuses - Rouleuses
- Pour les trains
- Pour les bateaux
- Polir - Brosser
- Scies + Divers
- DRAKKAR MODELS
- Peintures Aqueous
- Accessoires Aérographe
- Mesurer - Calibrer
- Cutters - Porte-gouges
- Peinture METAL
- Perçer : forets, fraises
- Lames - Gouges
- Peintures Spéciales
- Former - cintrer - plier
- Limes - Riffloirs
- Vernis - Apprêt
- Fixer - Clouer
- Outils Mr Hobby
- Accessoires Soudure
- Colles : Epoxy, cyano
- Tracer - Marquer
- Serre-joints - Etaux
- Graver - Sculpter
- Toutes les maquettes Bateaux
- Maquettes Bateaux Disarmodel
- Maquettes Bateaux AMATI
- Maquettes Bateaux BILLING BOATS
- Maquettes Bateaux COREL
- Maquettes Bateaux Artesania Latina
- Peintures maquettes Artesania Latina
- Maquette bois ART & wood Artésania Latina
- Loupes à main
- Support de lampes, lampes loupes
- Toutes nos Lampes loupes
- Lampe loupe sur table
- Lampe loupe sur pied
- Loupes casque
- Ampoules SMD LED
- Stop dépots verts / Produits de traitement
- Accessoires Pulvérisateur
- Pulvérisateurs
- Chèque Cadeau
- Notre boutique à Guérande (44)
- Qui a inventé la fraiseuse ?
- Quel est le rôle d'une fraiseuse ?
- Qu'est-ce que le fraisage
- Quels sont les différents types de fraiseuse
- Comment entretenir une fraiseuse
- Quelle est la différence entre un tour et une fraiseuse
- Comment fonctionne une fraiseuse de modélisme ?
- 02 40 01 02 03
- Contactez-nous
- INFOS COMMANDE
- Points fidélité
- Modes de livraison
- Moyens de paiement
- Conditions Générales de Ventes
- Formulaire de rétractation
- Politique de confidentialité
Hubs devient Protolabs Network. En savoir plus
Bienvenue sur le nouveau site de Protolabs Network (anciennement Hubs)
Les mêmes capacités étendues, la même qualité exceptionnelle et les mêmes prix compétitifs sous une nouvelle marque
Obtenir un devis instantané
Le guide technique complet
Prêt à usiner vos pièces?
SHARE THIS ARTICLE
Learn all you need to know about CNC machining in 25 minutes or less. Whether you are an experienced design engineer or just getting started with CNC, this guide is for you.
Usinage: Les bases
Qu'est-ce que l'usinage ? Quels types de machines existe-t-il ? Quels sont leurs principaux avantages et limites ?
Conception en usinage
En moins de 15 minutes, vous apprendrez à concevoir des pièces optimisées pour l'usinage CNC.
Les matériaux pour usinage CNC
En savoir plus sur les matériaux et les finitions les plus populaires utilisés dans l'usinage CNC.
Conseils de réduction des coûts
Utilisez ces 3 conseils de conception pour réduire les coûts de votre projet d’usinage CNC.
Démarrer l'usinage CNC
Apprenez à préparer, obtenir un devis et à créer des pièces usinées sur mesure en 3 étapes simples.
Ressources utiles
Une liste de ressources utiles pour ceux qui souhaitent approfondir leurs connaissances.
Qu’est-ce que l’usinage ? Quels sont les différents types de machines CNC ? Comment fonctionnent-ils ? Dans cette section, nous répondons à toutes ces questions et comparons l’usinage CNC à d’autres technologies de fabrication pour vous aider à trouver la meilleure solution pour votre application.
Qu’est-ce que l’usinage ?
L’usinage CNC (contrôle numérique par ordinateur) est une technologie de fabrication soustractive : les pièces sont créées en retirant de la matière d’un bloc solide (appelé ébauche ou pièce) à l’aide de nombreux outils de coupe.
Cette méthode de fabrication est fondamentalement différente de la technique additive ([impression 3D] ( https://www.hubs.com/fr/guides/impression-3d/ “guide d’impression 3D”)) ou formative ( Moulage par injection ). Les mécanismes d’abrasion de matière ont des conséquences importantes sur les avantages, les limites et les restrictions de conception du CNC. Plus à ce sujet ci-dessous.
L’usinage CNC est une technologie de fabrication numérique : elle produit des pièces de haute précision avec d’excellentes propriétés physiques directement à partir d’un fichier CAO. En raison de son haut niveau d’automatisation, la CNC (commande numérique par ordinateur) est compétitive sur le plan des tarifs pour les pièces personnalisées uniques et les productions de volume moyen.
Presque tous les matériaux peuvent être usinés par commande numérique. Les exemples les plus courants comprennent les [métaux] (#métaux) (alliages d’aluminium et d’acier, laiton, etc.) et [plastiques] (#plastics) (ABS, delrin, nylon, etc.). La mousse, les composites et le bois peuvent également être usinés.
Le processus de base de la CNC peut être divisé en 3 étapes. L’ingénieur conçoit d’abord le modèle CAO de la pièce. L’opérateur transforme ensuite le fichier CAO en un programme CNC (code G) et configure la machine. Enfin, le système CNC exécute toutes les opérations d’usinage avec un minimum de supervision, en retirant du matériau et en créant la pièce.
Usinage: Une brève histoire
- Le premier objet usiné jamais découvert était un bol découvert en Italie et fabriqué en 700 av. J.C. en utilisant un tour.
- Les tentatives d’automatisation de l’usinage ont commencé au 18ème siècle. Ces machines étaient purement mécaniques et fonctionnaient à la vapeur.
- La première machine programmable a été développée à la fin des années 40 en MIT. Il a utilisé des cartes perforées pour encoder chaque mouvement.
- La prolifération des ordinateurs dans les années 50 et 60 a ajouté le « C » (Computer en Anglais) au CNC et a radicalement transformé le secteur de la fabrication.
- Aujourd’hui, les machines à commande numérique sont des systèmes robotiques avancés dotés de capacités multi-axes et multi-outils.
Types de machines d’usinage
Dans ce guide, nous allons nous concentrer sur les machines CNC qui enlèvent des matériaux à l’aide d’outils de coupe. Ce sont les plus courantes et ont le plus large éventail d’applications. Parmi les autres machines à commande numérique, on trouve les coupeuses laser, les coupeuses plasma et les machines EDM.
Usinage CNC 3 axes
Les fraiseuses et les tours CNC sont des exemples de systèmes CNC à 3 axes. Ces machines « basiques » permettent le déplacement de l’outil de coupe selon trois axes linéaires par rapport à la pièce à usiner (gauche-droite, arrière-haut et haut-bas).
Fraisage CNC
- La pièce est maintenue à l’arrêt directement sur le banc de la machine ou dans un étau.
- Le matériau est retiré de la pièce à l’aide d’outils de coupe ou de forets tournant à grande vitesse.
- Les outils sont fixés à une broche pouvant se déplacer suivant trois axes linéaires.
Les fraiseuses CNC à 3 axes sont très courantes car elles peuvent être utilisées pour produire les géométries les plus courantes. Ils sont relativement faciles à programmer et à utiliser. Les coûts d’usinage de départ sont donc relativement faibles.
L’accès aux outils peut être une [restriction de conception] (#cnc-design-restrictions) dans l’usinage CNC. Comme il n’y a que trois axes avec lesquels travailler, il est possible que certains domaines soient impossibles à atteindre. Ce n’est pas un gros problème si la pièce à usiner doit être tournée une fois, mais si plusieurs tournages sont nécessaires, les coûts de main-d’œuvre et d’usinage augmentent rapidement.
[En savoir plus sur le fraisage CNC →] ( https://www.hubs.com/knowledge-base/cnc-machining-manufacturing-technology-explained )
[Explorez la gamme complète des capacités de fraisage CNC disponibles sur Protolabs Network →] ( https://www.hubs.com/cnc-machining/cnc-milling-service/ )
Tournage CNC (tours)
- La pièce est maintenue sur la broche tout en tournant à grande vitesse.
- Un outil de coupe ou une perceuse centrale trace le périmètre extérieur ou intérieur de la pièce, en formant la géométrie.
- L’outil ne tourne pas et se déplace dans le sens polaire (radialement et longitudinalement).
Les tours à commande numérique sont largement utilisés car ils permettent de produire des pièces à un taux beaucoup plus élevé et à un coût unitaire inférieur à celui des fraises à commande numérique. Ceci est particulièrement vrai pour les gros volumes.
La principale limite de conception des tours à commande numérique est qu’ils ne peuvent produire que des pièces de profil cylindrique (par exemple vis ou rondelles). Pour surmonter cette limitation, les caractéristiques de la pièce sont souvent usinées par commande numérique au cours d’une étape d’usinage séparée. Vous pouvez également utiliser des centres de fraisage CNC à 5 axes pour produire la même géométrie en une seule étape.
En savoir plus sur le tournage CNC →
Explorez toute la gamme des capacités de tournage CNC disponibles sur les Protolabs Network →
Usinage CNC 5 axes
Les centres d’usinage multiaxes à commande numérique se présentent en trois variantes : fraisage CNC à 5 axes indexés, tournage CNC à 5 axes continus et centres de fraisage avec tour.
Ces systèmes sont essentiellement des fraiseuses ou des tours améliorés avec d’avantage de liberté. Par exemple, les centres de fraisage CNC à 5 axes permettent la rotation du banc de la machine ou de la tête d’outil (ou des deux) en plus des trois axes linéaires de déplacement.
Les capacités avancées de ces machines ont un coût accru. Elles nécessitent à la fois des machineries spécialisées et des opérateurs expérimentés. Pour les pièces métalliques très complexes ou optimisées pour la topologie, l’impression 3D est généralement une option plus appropriée.
Fraisage CNC indexé à 5 axes
- Lors de l’usinage, l’outil de coupe ne peut se déplacer que sur trois axes linéaires.
- Entre les opérations, le lit et la tête d’outil peuvent pivoter, donnant accès à la pièce à usiner sous un angle différent.
Les systèmes de fraisage CNC indexés à 5 axes sont également connus sous le nom de fraiseuses CNC 3 + 2, car ils utilisent les deux degrés de liberté supplémentaires uniquement entre les opérations d’usinage pour faire pivoter la pièce.
Le principal avantage de ces systèmes est qu’ils éliminent le besoin de repositionner manuellement la pièce. De cette manière, les pièces de géométries plus complexes peuvent être fabriquées plus rapidement et avec une précision supérieure à celle d’une fraiseuse CNC à 3 axes. Ils manquent cependant des véritables capacités de forme libre des machines à commande numérique continue à 5 axes.
[Explorez la gamme complète des capacités de fraisage CNC à 5 axes disponibles sur Protolabs Network →] ( https://www.hubs.com/cnc-machining/cnc-milling-service/ )
Fraisage CNC à 5 axes contenus
- L’outil de coupe peut se déplacer selon trois axes linéaires et deux axes de rotation par rapport à la pièce à usiner.
- Les cinq axes peuvent se déplacer de la même manière pendant toutes les opérations d’usinage.
Les systèmes de fraisage CNC à 5 axes contenus ont une architecture de machine similaire à celle des fraiseuses CNC indexées à 5 axes. Ils permettent toutefois le déplacement simultané des cinq axes lors de toutes les opérations d’usinage.
De cette manière, il est possible de produire des pièces avec des géométries complexes « organiques » qui ne peuvent pas être fabriquées au niveau de précision atteint avec une autre technologie. Bien entendu, ces capacités avancées ont un coût élevé, car il faut à la fois des machines coûteuses et des opérateurs hautement qualifiés.
Centres de tournage numérique
La pièce est fixée à une broche qui peut soit tourner à grande vitesse (comme un tour), soit la positionner à un angle précis (comme une fraiseuse CNC à 5 axes).
Les outils de coupe et de fraisage sont utilisés pour enlever le matériau de la pièce à usiner, formant ainsi la pièce.
Les centres de tournage-fraisage CNC sont essentiellement des tours à commande numérique équipés d’outils de fraisage CNC. Une variante des centres de tournage est des tours à la suisse, qui présentent généralement une précession plus élevée.
A la fois, les systèmes de tournage-fraisage tirent profit de la productivité élevée du tournage CNC et de la flexibilité géométrique du fraisage CNC. Ils sont idéaux pour la fabrication de pièces à symétrie de rotation « libre » (pensez aux arbres à cames et aux roues centrifuges) à un coût bien inférieur à celui des autres systèmes d’usinage CNC à 5 axes.
[Explorez la gamme complète des capacités de tournage CNC disponibles sur Protolabs Network →] ( https://www.hubs.com/cnc-machining/cnc-turning-service/ )
- Les fraiseuses CNC à 3 axes fabriquent des pièces avec des géométries relativement simples avec une précision excellente et à faible coût.
- Les tours à commande numérique ont le coût par unité le plus bas, mais ne conviennent que pour les géométries de pièces à symétrie de rotation.
- Les fraiseuses CNC à 5 axes indexées fabriquent des pièces dont les caractéristiques ne sont pas alignées sur l’un des axes principaux avec une précision extrême.
- Les fraiseuses CNC à 5 axes en continu fabriquent des pièces aux géométries très complexes, « organiques » et aux contours lisses, mais à un coût élevé.
- Les centres de tournage CNC combinent les avantages du tournage et du fraisage à commande numérique en un système unique pour la fabrication de pièces complexes à un coût inférieur à celui des autres systèmes à commande numérique à 5 axes.
Utilisez le tableau ci-dessous pour une estimation approximative du coût par heure des différentes machines à commande numérique. Le coût est présenté par rapport à celui d’une fraiseuse CNC à 3 axes, qui est généralement de 75 $ à l’heure.
Avantages et limites en usinage
Voici une liste des principaux atouts et limites de l’usinage CNC. Utilisez-les pour vous aider à déterminer s’il s’agit de la technologie adaptée à votre application.
Avantages en usinage
L’usinage CNC peut créer des pièces avec une précision dimensionnelle supérieure à la plupart des autres technologies de fabrication courantes. Au cours des dernières étapes d’usinage de finition, le matériau peut être retiré de la pièce très précisément, pour des tolérances très serrées.
La tolérance standard de toute dimension en usinage CNC est de ± 0,125 mm. Des caractéristiques avec une tolérance plus étroite jusqu’à ± 0,050 mm peuvent être fabriquées et même des tolérances de ± 0,025 mm sont réalisables. C’est à peu près le quart de la largeur d’un cheveu humain!
Les pièces usinées sur commande numérique ont d’excellentes propriétés physiques, identiques au matériau en vrac. Cela les rend idéales pour les applications où la haute performance est essentielle.
De plus, pratiquement tous les matériaux courants ayant une dureté suffisante peuvent être usinés par commande numérique. Les ingénieurs ont ainsi la possibilité de choisir un matériau doté de propriétés optimales pour leur application.
Les progrès des systèmes CNC modernes, des logiciels de FAO et des chaînes logistiques numériques ont considérablement accéléré les délais de production. Aujourd’hui, les pièces usinées sur commande numérique sont généralement prêtes à être livrées dans les 5 jours. Ceci est comparable au retournement des processus d’impression 3D industriels, tels que SLS.
Contrairement aux technologies de formage (moulage par injection), l’usinage à commande numérique n’a pas besoin d’outils spéciaux. La production à la demande de pièces uniques et de prototypes est économiquement viable. Ceci est particulièrement pertinent pour les pièces métalliques et les prototypes uniques, pour lesquels le CNC est la solution la plus compétitive.
L’usinage CNC est également une option très compétitive pour la fabrication de petits à moyens volumes (de 10 à 100). En fait, à la commande de 10 pièces identiques, le prix unitaire est réduit d’environ 70% par rapport à une pièce unique. En effet, les « économies d’échelle » commencent à se faire sentir : les coûts de démarrage relativement élevés de la commande numérique par ordinateur sont répartis sur plusieurs parties.
En revanche, les technologies additives (impression 3D) ne s’adaptent pas aussi bien aux volumes plus importants : le prix unitaire est relativement stable. Les technologies de formage (moulage par injection ou moulage de précision) n’ont de sens économique que pour les volumes de production de 1000 et plus. Elles ont des coûts de démarrage très élevés.
Limites en usinage
En usinage CNC, les coûts de démarrage sont principalement liés à la planification des processus. Cette étape nécessite l’intervention manuelle d’un expert. Par conséquent, les coûts de démarrage sont généralement relativement élevés comparés, par exemple, à l’impression 3D, où la planification des processus est hautement automatisée. Ils restent toutefois bien inférieurs aux processus de fabrication formatifs (moulage par injection ou moulage de précision), qui nécessitent la préparation d’outils personnalisés.
Il est important de garder à l’esprit que les coûts de démarrage sont fixes. Comme nous l’avons vu ci-dessus, il est possible de réduire considérablement le prix unitaire en profitant des « économies d’échelle ».
En tant que technologie soustractive, l’usinage de géométries complexes a un coût supplémentaire. Il est également limité par les mécanismes du processus de coupe. Les pièces à géométrie complexe nécessitent soit l’utilisation d’un système d’usinage CNC multiaxes, soit un travail manuel de la part de l’opérateur (repositionnement, réalignement, etc.).
Pour vous aider à minimiser le prix des pièces usinées CNC, nous avons compilé une liste de conseils de conception.
Puisqu’une pièce est produite en retirant de la matière d’un bloc solide, un outil de coupe de géométrie appropriée doit exister. Il devrait également pouvoir accéder à toutes les surfaces nécessaires. Pour cette raison, les pièces présentant des géométries internes ou des dégagements très abruptes (par exemple) ne peuvent pas être usinées.
Maintenir la pièce fermement en place est essentiel pour l’usinage CNC et cause certaines limitations de conception. Une mauvaise fixation ou une pièce de faible rigidité peut entraîner des vibrations lors de l’usinage, se traduisant par des pièces avec une précision dimensionnelle inférieure. Les géométries complexes peuvent nécessiter des montages personnalisés.
Applications en usinage
L’un des principaux avantages de l’usinage CNC est le large éventail d’applications qu’il a trouvées au fil des années.
Nous avons rassemblé ici quelques exemples récents pour illustrer la manière dont les professionnels ont exploité les avantages de l’usinage CNC pour obtenir les meilleurs résultats dans différentes situations industrielles. Utilisez-les comme source d’inspiration pour vos projets.
L’usinage CNC est l’un des rares procédés de fabrication permettant de créer des pièces pour des applications spatiales. Non seulement les pièces CNC ont une précision et des propriétés de matériau excellentes, mais également une large gamme de traitements de surface pouvant être appliqués aux pièces après leur usinage. Par exemple, [KEPLER] ( http://kepler.space/ ) a utilisé des matériaux d’usinage CNC et de qualité spatiale pour passer d’un croquis sur une serviette à un satellite dans l’espace en 12 mois.
Lire l’histoire complète →
Aérospatial
L’aérospatiale a été l’une des premières industries à utiliser l’usinage à commande numérique. Cela est dû à sa capacité à fabriquer des pièces légères avec d’excellentes propriétés physiques et des tolérances très serrées. L’usinage CNC est utilisé aussi bien pour les pièces d’avion que pendant les phases de développement.
Par exemple, Tomas Sinnige est docteur en recherche à l’Université de technologie de Delft.]( https://www.tudelft.nl/en/) . Avec son équipe de chercheurs, ils ont utilisé l’usinage CNC pour fabriquer des versions réduites de leur prototype de moteur, dans le but d’accroître l’efficacité des moteurs à hélice modernes.
L’usinage CNC a des applications dans l’industrie automobile lorsque la fabrication de pièces personnalisées hautes performances est requise.
Par exemple, la société néerlandaise PAL-V , conçoit des véhicules personnels aériens et terrestres. Ce sont essentiellement les premières voitures volantes au monde. Au cours des phases de développement, ils ont choisi l’usinage numérique pour prototyper et fabriquer des composants clés.
Conception et développement de produits
La capacité de fabriquer rapidement des pièces métalliques sur mesure avec une grande précision dimensionnelle fait de l’usinage CNC une option attrayante pour la production de prototypes fonctionnels. Ceci est essentiel lors des étapes ultérieures de la conception et du développement.
L’équipe de conception de DAQRI , par exemple, ils ont utilisé l’usinage CNC pour prototyper leur matériel de Réalité Augmentée (RA) professionnel. Ils ont choisi ce procédé, car il s’agissait de la solution la plus compétitive sur le plan des coûts, capable de produire des pièces métalliques sur mesure avec le niveau de détail requis et à la petite échelle requise pour leurs conceptions.
Fabrication électrique et électronique
L’usinage CNC a de nombreuses applications dans l’industrie de la fabrication électrique et électronique : du prototypage de circuits imprimés à la fabrication de boîtiers.
TPAC , par exemple, ils ont utilisé l’usinage à commande numérique pour fabriquer une enceinte destinée à leurs systèmes de détection électronique haute performance. Dans ce cas, la dissipation de chaleur et l’isolation électrique étaient les principales exigences de conception. Ainsi, l’aluminium anodisé usiné par commande numérique était idéal pour leur boîtier personnalisé unique.
Outillage et fabrication industrielle
Une application industrielle très courante de l’usinage CNC est la fabrication d’outillage pour d’autres processus. Par exemple, les moules dans le moulage par injection sont généralement usinés par commande numérique à partir d’aluminium ou d’acier à outils.
Plastique précieux , par exemple, a développé un système pour le monde en développement qui transforme les déchets en plastique en étuis pour iPhone ! Pour ce faire, ils ont utilisé un mouleur à injection manuelle peu coûteux et des moules usinés sur commande CNC.
Sports et sports motorisés
Les fabricants de sports motorisés et de sports de haute performance essaient toujours d’augmenter les performances de leurs produits en réduisant leur poids.
CAKE est une société suédoise qui a conçu et développé la première moto électrique tout-terrain. Comme il s’agit du premier du genre, chaque composant de la moto a été fabriqué sur mesure avec la technologie CNC pour atteindre le niveau de qualité et de durabilité souhaité.
Usinage vs. impression en 3D
L’usinage CNC et l’impression 3D sont des outils d’exception dans l’arsenal d’ingénieur. Leurs avantages uniques les rendent plus adaptés à différentes situations.
Lorsque vous choisissez entre l’usinage CNC et l’impression 3D, vous pouvez appliquer quelques règles simples au processus de prise de décision.
En règle générale, les pièces empiriques avec des géométries relativement simples, qui peuvent être fabriquées avec un effort limité grâce à un processus soustractif, doivent généralement être usinées par commande numérique, en particulier lors de la fabrication de pièces métalliques.
Choisir l’impression 3D plutôt que l’usinage CNC est logique lorsque vous avez besoin de :
- Un prototype en plastique à faible coût
- Pièces à géométrie très complexe
- Un délai d’exécution de 2-5 jours
- Matériaux spécialisés
Le CNC offre une plus grande précision dimensionnelle et produit des pièces présentant des propriétés mécaniques supérieures à celles de l’impression 3D, mais le coût est généralement plus élevé pour les petits volumes et les contraintes de conception sont plus importantes.
[Lire la comparaison complète →] ( https://www.hubs.com/base-de-connaissances/impression-3d-vs-usinage-cnc )
Augmentation de la production
Si des volumes importants sont nécessaires (1 000 ou plus), ni l’usinage à commande numérique, ni l’impression 3D ne sont des options appropriées. Dans ces cas, les technologies de formage, telles que le moulage de précision ou le moulage par injection, sont plus viables sur le plan économique en raison des mécanismes d’économie d’échelle.
Pour une référence rapide, utilisez le tableau ci-dessous. Dans cette simplification, on suppose que toutes les technologies sont capables de produire la géométrie de la pièce en question. Lorsque ce n’est pas le cas, l’impression 3D est généralement le procédé de fabrication préféré.
En moins de 15 minutes, vous apprendrez tout ce que vous devez savoir pour concevoir des pièces optimisées pour l’usinage CNC : des règles de conception pour l’usinabilité aux conseils de réduction des coûts, en passant par les directives de sélection des matériaux et les recommandations de finition de surface.
Restrictions de conception en usinage
Les restrictions de conception en usinage CNC sont un résultat naturel de la mécanique du processus de coupe et en particulier :
Géométrie de l’outil
La plupart des outils de coupe à usinage CNC ont une forme cylindrique à extrémité plate ou sphérique, limitant les géométries de pièces pouvant être produites. Par exemple, les coins verticaux internes d’une pièce CNC auront toujours un rayon, aussi petit que soit l’outil utilisé.
Accès aux outils
Les surfaces inaccessibles par l’outil de coupe ne peuvent pas être usinées par commande numérique. Par exemple, la fabrication de pièces avec des géométries internes « cachées » est rendue impossible et limite la profondeur maximale d’une encoche.
Rigidité de la pièce
En raison des forces de coupe et des températures développées lors de l’usinage, il est possible que la pièce se déforme ou vibre. Cela limite, par exemple, l’épaisseur de paroi minimale pouvant être atteinte par une pièce usinée par commande numérique et le rapport de longueur maximum des grands ensembles.
Rigidité de l’outil
Comme la pièce à usiner, l’outil de coupe peut également dévier ou vibrer lors de l’usinage. Cela se traduit par des tolérances plus faibles et même par la casse des outils. L’effet devient plus important lorsque le rapport longueur / diamètre de l’outil de coupe augmente et est la raison pour laquelle les cavités profondes ne peuvent pas être usinées facilement par CNC.
La géométrie d’une pièce détermine la manière dont elle sera tenue sur la machine CNC et le nombre de réglages requis. Ceci a un impact sur le coût, mais aussi sur la précision d’une pièce. Par exemple, le repositionnement manuel introduit une petite erreur de position, mais non négligeable. C’est un avantage clé de l’usinage CNC à 5 axes par rapport à 3 axes.
Règles de conception pour l’usinage CNC
Dans le tableau ci-dessous, nous résumons comment ces restrictions se traduisent par des règles de conception applicables.
Lire les directives détaillées →
Cavités et poches
__ Profondeur recommandée : __ 4 x largeur de cavité
__ Profondeur possible : __ 10 x diamètre de l’outil ou 25 cm (10") Les cavités plus profondes doivent être usinées avec des outils de coupe de diamètre supérieur affectant les courbes des arêtes internes.
Arêtes internes
__Recommandé : __ plus grand que ⅓ x profondeur de la cavité Pour les bords verticaux internes, plus la courbe est importante, mieux c’est. Les bords du fond d’une cavité doivent être soit tranchants, soit avoir un rayon de 0,1 mm ou 1 mm.
Épaisseur minimale de la paroi
__Recommandé : __ 0,8 mm (pour les métaux)
__Faisable : __ 0,5 mm
__Recommandé : __ 1,5 mm (pour les plastiques)
__Faisable : __ 1,0 mm Diminuer l’épaisseur de la paroi réduit la rigidité de la pièce, augmente les vibrations et diminue les tolérances réalisables. Les matières plastiques sont particulièrement sujettes au gauchissement et au ramollissement thermique. Une épaisseur de paroi minimale supérieure est donc nécessaire.
__ Diamètre recommandé : __ tailles de foret standard
__ Profondeur recommandée : __ 4 x diamètre nominal
__Profondeur max. : __ 10 x diamètre nominal Les trous de diamètre standard sont préférables, car ils peuvent être usinés avec un foret standard. Les trous non débouchants usinés avec une perceuse auront un fond conique. Les trous de diamètre non standardisé seront usinés avec un outil de fraisage en bout et devront être traités comme des cavités (voir la règle précédente). Les trous non débouchants usinés avec un outil de fraise en bout seront plats.
__Longueur recommandée : __ 3 x diamètre nominal
__Taille recommandée : __ M6 ou plus
__Taille réalisable : __ M2 Choisissez le filetage le plus large possible, car ils sont plus faciles à usiner. Des filetages supérieurs à 3 fois le diamètre nominal ne sont pas nécessaires. Concevez toujours des motifs cosmétiques dans votre logiciel de CAO et incluez un dessin technique dans votre commande.
Éléments de grande taille
__Max. rapport recommandé : __ hauteur / largeur < 4 Les éléments de grande taille sont difficiles à usiner avec précision, car ils sont sujets aux vibrations. Considérez la géométrie générale de la pièce : la rotation de la pièce de 90 ° pendant l’usinage modifie le rapport de format.
Petits éléments
__Recommandé : __ 2,5 mm (0,100")
__Faisable : __ 0,50 mm (.020’’) Les cavités et les trous jusqu’à 2,5 mm (0,1’’) peuvent être usinés sur commande numérique avec des outils de coupe standard. Toute quantité inférieure à cette limite est considérée comme du micro-usinage et doit être évitée sauf si nécessaire.
__ Standard : __ ± 0,125 mm (.005")
__Faisable : __ ± 0,025 mm (0,001") Tolérances (unilatérales, bilatérales, d’interférence ou géométriques) should be defined on all critical features, but DO NOT over-tolerance. Si aucune tolérance n’est spécifiée dans le dessin technique, la norme ± 0,125 mm sera respectée.
Taille maximale de la pièce
__Fraisage CNC : __ 400 x 250 x 150 mm (généralement)
__Tour CNC : __ Ø 500 mm x 1000 mm (généralement) Les très grandes machines à commande numérique peuvent produire des pièces jusqu’à 2000 x 800 x 1000 mm (78’’ x 32’’x 40’’). Les systèmes d’usinage à commande numérique à 5 axes ont généralement un volume de construction plus petit.
Conception d’encoches
Les encoches représentes des caractéristiques qui ne peuvent pas être usinées avec des outils standard, quelle que soit la rotation de la pièce, car les outils de coupe ne peuvent pas accéder à toutes les surfaces. Si les extrusions d’aluminium carrées étaient fabriquées avec un usinage CNC, leurs rainures seraient alors considérées comme des encoches.
Les encoches peuvent être usinées à l’aide d’outils de coupe spéciaux en forme de T, de V ou de sucette, s’ils sont conçus correctement.
Voici quelques conseils pratiques pour vous aider à commencer à concevoir des encoches.
En savoir plus sur les encoches →
Dimensions encoches
__Largeur recommandée : __ 3 mm (1/8") à 40 mm (1 ½")
__Max. Profondeur : __ 2x largeur Prévenez des encoches avec des incréments en millimètres entiers ou une fraction de pouce standard. Concernant les encoches avec des dimensions non standardisées, un outil de coupe personnalisé doit être créé. Les outils standard ont une profondeur de coupe d’environ deux fois leur largeur. Ainsi, la profondeur réalisable est délimitée.
Jeu encoche
__Jeu min. recommandé : __ 4x profondeur Pour les encoches sur les faces internes, ajoutez un espace suffisant entre les parois opposées pour assurer l’accès à l’outil.
L’usinage CNC peut être utilisé avec une très large gamme de métaux et de plastiques techniques. Dans cette section, vous en apprendrez plus sur les principales caractéristiques des matériaux les plus populaires. Nous examinerons également les finitions les plus courantes appliquées aux pièces usinées CNC.
Matériaux pour usinage
La sélection du bon matériau est une étape cruciale du processus de conception. L’option matérielle optimale dépend fortement de votre cas d’utilisation et de vos exigences.
La quasi-totalité des matériaux ayant une dureté suffisante pouvant être usinés, la CNC propose une très large gamme d’options de matériaux. Pour les applications techniques, les métaux et les plastiques sont les plus pertinents et seront au centre de cette section.
Les finitions de surface peuvent également altérer les propriétés des pièces usinées CNC et nous les examinerons ci-dessous.
Pour commencer, jetez un coup d’œil à cet arbre de décision. Il contient des recommandations de matériaux de haut niveau qui couvrent les exigences de conception les plus courantes.
L’usinage CNC est principalement utilisé avec les métaux et les alliages métalliques. Le métal peut être utilisé à la fois pour la fabrication de pièces uniques et de prototypes et pour la production de faible à moyen lots. L’aluminium 6061 est de loin le matériau le plus utilisé dans l’usinage CNC.
En savoir plus sur les métaux CNC les plus courants →
Les alliages d'aluminium présentent un excellent rapport résistance / poids, une conductivité thermique et électrique élevée et une protection naturelle contre la corrosion.
Acier inoxydable (inox)
Les alliages d'acier inoxydable ont une résistance élevée, une ductilité élevée, une excellente résistance à l'usure et à la corrosion. Ils peuvent être soudés, usinés et polis.
Acier allié
Alliages d'acier d'usage général avec une dureté, une ténacité, une résistance à la fatigue et à l'usure améliorées par rapport aux aciers doux, mais une faible résistance chimique.
Alliages d'usage général, peu coûteux, dotés de bonnes propriétés mécaniques, d'usinabilité et de soudabilité.
Acier à outils
Dureté, rigidité, résistance à l'abrasion et thermique exceptionnellement élevées. Ils sont utilisés pour les matrices, estampes, moules et autres outils industriels.
Excellente usinabilité et caractéristiques de frottement. Aspect doré esthétiquement agréable.
Matières plastiques
Les plastiques sont des matériaux légers dotés d’un large éventail de propriétés physiques. Ils sont souvent utilisés pour leurs propriétés de résistance chimique et d’isolation électrique. Les plastiques sont généralement usinés par commande numérique à des fins de prototypage avant le moulage par injection.
[En savoir plus sur les plastiques CNC les plus courants →] ( https://www.hubs.com/knowledge-base/selecting-materials-cnc-machining-25-materials-compared “Sélection du bon matériau CNC”)
Matières thermoplastiques communes, légères, présentant de bonnes propriétés mécaniques et une excellente résistance aux chocs.
Polycarbonate (PC)
Excellente résistance aux chocs, résistance thermique et ténacité. Peut être coloré ou transparent. Convient aux applications extérieures.
Thermoplastique d'ingénierie à usage général avec de bonnes propriétés mécaniques et une excellente résistance chimique.
POM (Delrin)
Thermoplastique de conception plus facile à usiner avec une rigidité élevée, d'excellentes caractéristiques de friction et une bonne stabilité thermique.
Thermoplastique technique hautes performances utilisé dans les applications les plus exigeantes.
Finitions de surface
Les finitions de surface sont appliquées après l’usinage et peuvent modifier l’apparence, la rugosité de surface, la dureté et la résistance chimique des pièces produites. Vous trouverez ci-dessous un résumé rapide des finitions les plus courantes pour la CNC.
[Explorez la gamme complète de finitions disponibles sur Protolabs Network →] ( https://www.hubs.com/fr/service-de-finition-de-surface/ )
Telle qu’usinée
Les pièces usinées ont les tolérances les plus serrées, car aucune opération supplémentaire n’est effectuée sur elles. Les marques qui suivent le chemin de l’outil de coupe sont toutefois visibles. La rugosité de surface standard des pièces telles que usinées est de 3,2 µm (125 µin) et peut être réduite à 0,4 µm (16 µin) au cours des opérations suivantes. __Coût supplémentaire: __ Néant
Grenaillage
La projection de billes ajoute une finition de surface mate ou satinée uniforme sur une pièce usinée, en supprimant toutes les marques d’outil. Le grenaillage est principalement utilisé à des fins esthétiques, car la rugosité de surface qui en résulte n’est pas garantie. Les surfaces ou caractéristiques critiques (comme les trous) peuvent être masquées pour éviter tout changement de dimension. __Coût supplémentaire: __ $
Anodisation (claire ou colorée)
L’anodisation ajoute un revêtement céramique fin, dur et non conducteur sur la surface des pièces en aluminium, augmentant leur résistance à la corrosion et à l’usure. Les zones critiques peuvent être masquées pour conserver leurs tolérances strictes. Les pièces anodisées peuvent être teintes pour donner une surface lisse et esthétique. Coûts : $$
Anodisation dure
L’anodisation dure produit un revêtement céramique plus épais et de haute densité qui offre une excellente résistance à la corrosion et à l’usure. L’anodisation dure convient aux applications fonctionnelles. L’épaisseur typique du revêtement est de 50 µm et généralement aucune couleur n’est appliquée. Les zones critiques peuvent être masquées pour conserver leurs tolérances strictes. __Coût supplémentaire: __ $$$
Revêtement en poudre
Le revêtement en poudre ajoute une fine couche de peinture polymère protectrice résistante à l’usure et à la corrosion, sur la surface d’une pièce. Il peut être appliqué à des pièces de n’importe quel matériau et est disponible dans de nombreuses couleurs. __Coût supplémentaire: __ $$
Sérigraphie
La sérigraphie est un moyen peu coûteux d’imprimer du texte ou des logos sur la surface de pièces usinées à commande numérique à des fins esthétiques. Elle peut être utilisée en complément d’autres finitions (par exemple l’anodisation). L’impression peut être appliquée uniquement sur les surfaces externes d’une pièce. __Coût supplémentaire: __ $
En savoir plus sur ce qui affecte les coûts d’usinage CNC. Utilisez ces trois conseils de conception pratiques pour réduire le prix de moitié et de ne pas dépasser les limites du budget de votre projet.
Conseils pour que votre projet CNC respecte votre budget
Le coût des pièces usinées CNC dépend des éléments suivants :
- __Fonctionnement de la machine et complexité du modèle : __ Plus la géométrie d’une pièce est complexe, plus l’usinage est long et coûteux.
- __Coûts de démarrage: __ Ils sont liés à la préparation des fichiers CAO et à la planification des procédés. Ils sont significatifs pour les plus petits volumes mais sont fixes. Il est possible de réduire le prix unitaire en tirant parti des économies d’échelle .
- __Coût de matériau et finitions : __ Le coût du matériau en vrac et la facilité avec laquelle ce matériau peut être usiné ont une grande influence sur le coût global.
En règle générale :
Pour minimiser le coût des pièces usinées CNC, utilisez des conceptions aux géométries simples et aux fonctionnalités standardisées.
Dans les sections suivantes, nous réexaminons certaines des règles de conception que nous avons vues précédemment en tenant compte de la réduction des coûts. Avec ces 3 conseils de conception, vous pouvez réduire considérablement le coût de vos pièces usinées CNC.
Découvrez 11 autres astuces pour réduire davantage le coût de vos pièces CNC →
Conseil #1 : Augmenter la taille de tous les courbes ou ajouter des encoches aux arêtes vives
Pour réduire les temps d’usinage, ajoutez une courbe aussi large que possible à toutes les arêtes verticales internes (et externes). De cette façon, un outil plus grand peut être utilisé, éliminant plus de matière à chaque coupe, et un parcours circulaire, suivi de la coupe de chaque coin, à une vitesse supérieure.
Lorsqu’un bord interne de 90° est nécessaire, la réduction du rayon ne fera pas le travail. Dans ces cas, utilisez plutôt une encoche (voir ci-dessus).
Pour minimiser les coûts :
- Ajouter un rayon légèrement supérieur à 1/3 de la profondeur de la cavité.
- Ajoutez une petite courbe également aux bords externes.
- Utilisez des encoches lorsqu’un angle interne de 90 ° est requis.
__Conseil : __ Utilisez le même rayon pour toutes les arêtes pour gagner du temps sur les changements d’outil.
Conseil #2 : Minimiser le nombre d’orientations de la machine
La pièce ci-dessus nécessite au moins deux configurations de machine dans une fraiseuse CNC à 3 axes. Une fois les pièces latérales usinées, la pièce est tournée manuellement. Les coûts de main d’œuvre seront plus élevés.
Alternativement, une machine à commande numérique multi-axes peut être utilisée. Les coûts d’usinage augmenteront d’environ 60 à 100%.
- Concevez des pièces pouvant être usinées en une ou deux configurations dans une fraiseuse CNC à 3 axes.
- Si cela n’est pas possible, envisagez de scinder la pièce en plusieurs géométries pouvant être usinées en une seule configuration et assemblées ultérieurement.
Conseil #3 : Considérez le coût du matériau
Voici un tableau qui résume le coût de la même pièce, usinée par CNC dans certains des matériaux les plus courants. Chaque signe dollar indique une augmentation de prix d’environ 25%.
Il est évident que le choix d’un matériau aux propriétés physiques qui surpassent les exigences de votre application peut rapidement et inutilement augmenter le coût de vos pièces usinées CNC.
- Sélectionnez le matériau au coût le plus bas possédant les propriétés qui répondent à vos exigences de conception.
- Utilisez ce lien en ligne citation instantanée pour obtenir un retour rapide sur le prix de chaque matériau.
La liste de contrôle essentielle de la réduction des coûts de CNC
Téléchargez la liste de contrôle PDF gratuite qui vous montrera comment optimiser votre conception pour réduire de moitié les coûts d'usinage CNC
Démarrer l'usinage CNC
Avec vos pièces étant conçues et optimisées pour l’usinage CNC, il est temps de penser à la fabrication. Dans cette section, nous vous expliquons les 3 étapes simples nécessaires à la fabrication de pièces sur mesure avec usinage CNC.
Étape 1 : Exportez votre dessin dans un format de fichier CAO compatible avec CNC
Les formats de fichier principalement utilisés dans l’usinage CNC sont STEP et IGES. Ces formats sont open-source, normalisés et peuvent être utilisés sur toutes les plateformes.
Pour les meilleurs résultats :
Exportez vos dessins directement depuis votre logiciel de CAO natif au format de fichier STEP.
Sur Protolabs Network , vous pouvez également télécharger des fichiers et obtenir un devis instantané pour les formats de fichier utilisés dans votre logiciel de CAO natif, y compris SLDPRT, 3DM, IPT, SAT et X_T.
Étape 2 : Préparer un dessin technique
Un dessin technique n’est pas toujours nécessaire pour l’usinage de pièces à commande numérique. Il est toutefois recommandé d’en inclure un dans votre commande car il contient des informations qui ne sont pas présentées dans un fichier STEP.
Un dessin technique est requis dans les situations suivantes :
- Lorsque votre conception contient du filetage
- Lorsque des tolérances sont spécifiées
- Lorsque certaines surfaces nécessitent une finition différente Apprenez à préparer correctement un dessin technique pour CNC →
Étape 3 : Obtenez un devis instantané et commencez à fabriquer
Avec Protolabs Network , la sous-traitance des pièces d’usinage CNC est facile, rapide et très compétitif.
En combinant un réseau de services de fabrication avec notre moteur d’approvisionnement intelligent, vous pouvez accéder instantanément à une capacité de production immédiatement disponible pour obtenir les meilleurs devis et délais raisonnables.
Lorsque vous téléchargez vos pièces sur Protolabs Network, notre analyse automatisée Design for Machinability détecte tous les problèmes de conception potentiels avant le début de la production et vous fournit un devis instantané, basé sur notre [apprentissage automatique] ( https://www.hubs.com/ blog / comment-intelligence-artificielle-nous-aide-nous-construire-le-futur-de-la-fabrication-numérique / “How AI helps us build the future of Digital Manufacturing”) (« Comment Al nous aide à construire l’avenir de la fabrication numérique ») algorithme.
De cette manière, vous êtes assuré de toujours recevoir le meilleur prix du marché dans les délais les plus rapides pour vos pièces d’usinage CNC !
Téléchargez vos pièces
Curieux du coût de l'usinage CNC ? Recevez un devis instantané pour vos pièces d'usinage CNC maintenant.
Dans ce guide, nous avons abordé tout ce dont vous avez besoin pour vous familiariser avec l’usinage CNC. Mais il reste beaucoup à apprendre. Ci-dessous, vous trouverez la liste des ressources les plus utiles concernant l’usinage CNC et d’autres technologies de fabrication numérique pour ceux qui souhaitent approfondir leurs connaissances.
Base de connaissances
Dans ce guide, nous avons abordé tout ce dont vous avez besoin pour vous familiariser avec la création de pièces personnalisées avec l’usinage CNC.
Il y a beaucoup plus à apprendre sur l’usinage CNC dans notre [base de connaissances] ( https://www.hubs.com/knowledge-base ) - une collection d’articles techniques sur toutes les technologies de fabrication, rédigés par des experts en fabrication et gérés par Protolabs Network.
- Voici une sélection de nos articles les plus populaires sur l’usinage CNC :*
- [Réduction du coût des pièces usinées CNC →] ( https://www.hubs.com/knowledge-base/reducing-cnc-machining-costs-13-design-tips )
- impression en 3D vs Usinage CNC →] ( https://www.hubs.com/base-de-connaissances/impression-3d-vs-usinage-cnc )
- [25 matériaux d’usinage CNC comparés →] ( https://www.hubs.com/knowledge-base/selecting-materials-cnc-machining-25-materials-compared )
- [Comment concevoir des pièces pour l’usinage CNC →] ( https://www.hubs.com/knowledge-base/how-design-parts-cnc-machining )
Apprendre à usiner
Souhaitez-vous vous salir les mains avec l’usinage CNC ? Il existe plusieurs façons d’apprendre à utiliser une fraiseuse ou un tour à commande numérique.
__Visitez dans votre Fab Lab local: __ De nombreux Fablabs et Makerspaces sont dotés de fonctions de fraisage CNC et organisent des cours sur la manière de les exploiter. Visitez la [liste officielle des Fab Labs] ( https://www.fablabs.io/labs ) pour en trouver un près de chez vous.
__Trouvez des ressources en ligne: __ Il existe de nombreuses ressources utiles en ligne pour vous aider à perfectionner vos compétences en usinage CNC. Les [Titans of CNC Academy] ( http://academy.titansofcnc.com/ ) et [NYCCNC] ( https://www.nyccnc.com/learn-cnc/ ) sont probablement deux des meilleurs sites pour commencer.
__Appliquez pour un apprentissage: __ L’apprentissage est probablement le meilleur moyen de démarrer votre carrière d’opérateur à commande numérique. Ils sont proposés par des ateliers d’usinage établis et des nombreuses universités.
Guides sur d’autres technologies de fabrication
Vous voulez en savoir plus sur la fabrication numérique ? Il y a plus de technologies à explorer :
Qu'est-ce que l'impression 3D?
Trouvez tout ce que vous devez savoir sur l'impression 3D. Que vous soyez débutant ou un utilisateur expérimenté, ce guide contient de nombreux conseils utiles.
Moulage par injection : Le guide technique complet
Après avoir lu cet article, vous connaîtrez les mécanismes fondamentaux du processus de moulage par injection et leur relation avec ses principaux avantages et limites.
Techniques de tour CNC : trucs, astuces et informations
Les techniques de tour CNC sont des symboles de précision, de vitesse et de cohérence dans la fabrication moderne. Bien que le principe de base reflète le tournage traditionnel, l'intégration de commandes informatisées propulse cette méthode à des sommets inégalés.

Comprendre les techniques des tours CNC ouvre la voie à une précision améliorée et à des opérations rationalisées, ce qui en fait un choix très prisé par les industries du monde entier. Cet article explorera les techniques de tour CNC, parsemées de trucs et astuces de tour CNC, pour améliorer votre expérience d'usinage.
Quelle est la fonction principale d'un tour CNC ?
Le tour à commande numérique par ordinateur (CNC), incarnation du progrès technologique dans le domaine de la fabrication, a révolutionné la façon dont nous façonnons et concevons les matériaux. Sa fonction première ? Pour offrir une précision et une répétabilité inégalées dans processus de tournage .

Tour CNC enlevant le matériau
À la base, un tour CNC est conçu pour faire tourner une pièce sur son axe tandis que divers outils, fonctionnant sous des directives contrôlées par ordinateur, sculptent et façonnent le matériau. Cette fonction principale contraste avec les fraiseuses, où le matériau reste stationnaire et les outils tournent. Dans les tours, la rotation de la pièce combinée au mouvement linéaire des outils facilite les opérations telles que la coupe, le ponçage, le perçage et le tournage.
Quel est le processus de tour CNC
Les tours CNC, bien qu'ancrés dans les principes du tournage traditionnel, ont été améliorés pour effectuer des tâches complexes avec une précision inégalée, grâce à l'informatisation. Pour vraiment apprécier la merveille de ce processus, décortiquons-le étape par étape.
1. La naissance du design
Chaque projet de tour CNC commence par une idée, une vision du produit final. Cette étape conceptuelle est cruciale car elle pose les bases des étapes suivantes. L'idée, souvent visualisée par des ingénieurs ou des concepteurs de produits, est transformée en une conception numérique détaillée à l'aide d'un logiciel de conception assistée par ordinateur (CAO). Cette conception intègre chaque détail, courbe, profondeur et dimension du produit final souhaité.
2. Traduire des conceptions en langage machine
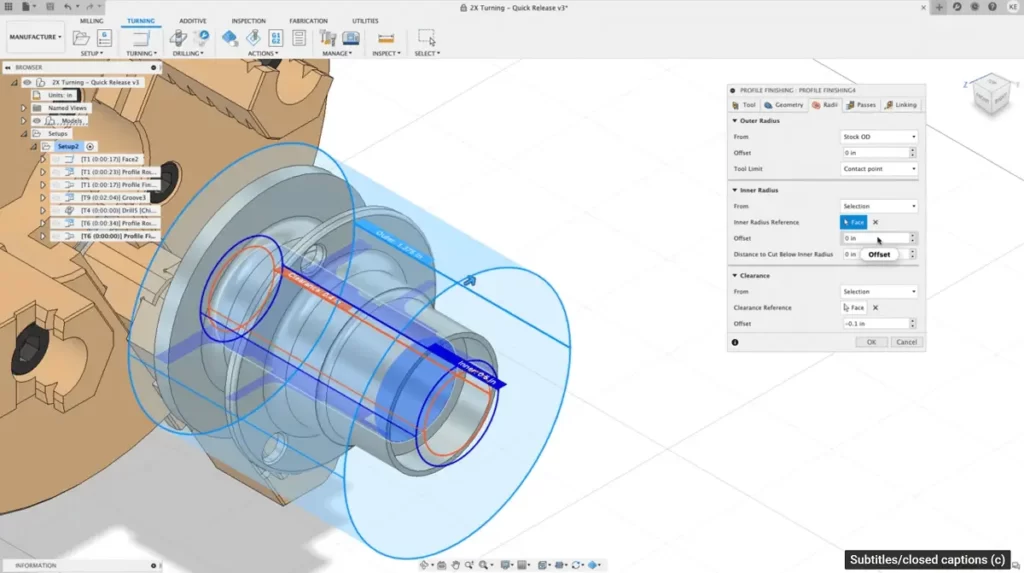
Exemple de programmation de tour CNC
La conception méticuleusement conçue dans le logiciel de CAO est ensuite convertie en un ensemble d'instructions machine spécifiques. Ce processus, connu sous le nom de fabrication assistée par ordinateur (FAO), produit un code G, un langage spécialisé que les machines CNC comprennent. Le code G sert de feuille de route, guidant le tour CNC sur la manière de manœuvrer, où couper et à quelle profondeur pénétrer, garantissant ainsi que la conception est réalisée avec la plus grande précision.
3. Test et vérification
Avant de lancer le processus d'usinage à grande échelle, il est courant d'effectuer des simulations. Cette étape est essentielle pour identifier et rectifier toute erreur ou inefficacité potentielle dans le G-code. Les simulations imitent le processus de tournage réel dans un environnement virtuel, donnant aux ingénieurs une idée claire de la manière dont la machine interprétera les instructions.
4. Préparation de l'appareil
Configuration du tour CNC
Après la vérification, la configuration physique commence. Cela implique de choisir les bons outils et de s'assurer qu'ils sont affûtés et dans un état optimal, de sélectionner le matériau approprié et de le monter solidement sur le tour CNC. Ces étapes préparatoires, bien que souvent éclipsées par l’attrait de l’automatisation, jouent un rôle central dans la détermination du succès de l’ensemble de l’opération.
L'automatisation à son meilleur
Le processus de tournage CNC commence lorsque le code G, représentant les détails complexes de la conception, est saisi dans la machine. Cela peut être fait directement à partir d'un ordinateur ou en utilisant des supports de stockage externes. Une fois que la machine reçoit ces commandes, une danse fascinante de précision s’ensuit. Le matériau, verrouillé en position, commence à tourner tandis que l’outil de coupe piloté par ordinateur sculpte méticuleusement le motif. Toute cette opération, dictée par le code G, garantit que le matériau se transforme parfaitement pour correspondre au plan numérique.
Plusieurs avantages clés de l’automatisation des tours CNC comprennent :
- Rétroaction en temps réel : Les tours CNC modernes surveillent en permanence leurs actions et les comparent aux commandes saisies. Cette surveillance vigilante signifie que tout écart mineur est rapidement repéré et corrigé, garantissant ainsi un produit final impeccable.
- Réplication cohérente : La précision des tours CNC signifie qu’ils peuvent reproduire le même design encore et encore sans presque aucune variation. Cette répétabilité est inestimable pour la production à grande échelle, garantissant la cohérence sur plusieurs lots.
- La sécurité d'abord: La majeure partie du processus étant automatisée, l’interaction humaine est limitée, ce qui réduit considérablement les risques potentiels pour la sécurité associés aux opérations manuelles.
- Efficace et économique : Les tours CNC automatisés fonctionnent selon des instructions strictes, garantissant un gaspillage minimal. Leur conception efficace garantit des opérations rapides, ce qui se traduit par des temps de production plus rapides.
Lire la suite: Manuel d'instructions du tour CNC
Quelles sont les principales techniques d’usinage sur tour CNC ?
À mesure que la technologie continue d’évoluer, les tours CNC ont connu d’énormes progrès, élargissant les horizons de ce qu’ils peuvent accomplir. La beauté de ces machines réside dans leur polyvalence et leur précision, qui sont renforcées lorsqu'elles sont associées aux bonnes techniques. Une compréhension globale de ces techniques peut faire la différence entre un résultat moyen et un produit impeccable. Ci-dessous, nous discuterons de certaines des techniques d'usinage sur tour CNC les plus influentes utilisées aujourd'hui.
1. Faire face

Prise de vue en super ralenti d'un processus de fraisage de faces, où l'axe de rotation de la fraise est vertical.
Tour CNC face
Le dressage est l’une des opérations fondamentales du tour CNC. Il est principalement utilisé pour produire une surface plane à l’extrémité d’une pièce. L’objectif principal du surfaçage est de garantir que la pièce est coupée à la longueur souhaitée. À l'aide d'un outil de dressage, la matière est retirée de l'extrémité de la pièce, obtenant ainsi une finition lisse et une longueur précise.
2. Tournage
Le tournage est l’opération de tour par excellence. Il s’agit de faire tourner la pièce tandis que l’outil de coupe se déplace parallèlement à l’axe de rotation. Cette technique est utilisée pour réduire le diamètre d'une pièce à la mesure souhaitée.

Tour CNC tournant
Selon la direction du mouvement de l'outil de coupe, le tournage peut être classé comme suit :
- Virage droit : L'outil se déplace d'une extrémité à l'autre de la pièce, garantissant un diamètre constant partout.
- Tournage conique : L'outil se déplace selon un angle par rapport à l'axe de la pièce, créant un effet conique.
Tournage CNC

Perçage sur tour CNC
Bien que traditionnellement associé aux perceuses à colonne, forage sur un tour CNC offre une plus grande précision. La pièce tourne pendant que le foret fixe y perce des trous. Cette technique permet de créer des trous précis et placés avec précision, essentiels pour de nombreuses applications d'ingénierie.
Service de perçage CNC
4. ennuyeux
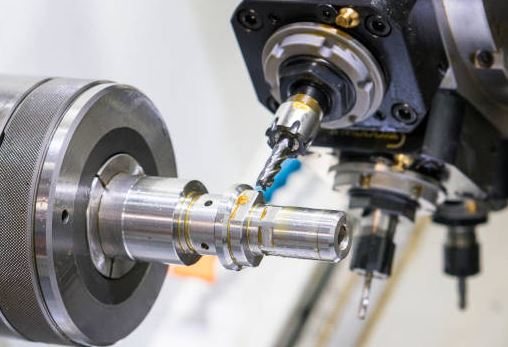
Alésage de tour CNC
Un successeur du forage, ennuyeux est utilisé pour agrandir un trou déjà existant. Cette technique garantit une plus grande précision en termes de diamètre et d’état de surface. Un outil de coupe à pointe unique est utilisé et l'opération ajuste la taille du trou, garantissant le plus haut niveau de précision.
5. Rainurage

Rainurage sur tour CNC
Le rainurage, comme son nom l'indique, consiste à découper des rainures dans une pièce. Ces rainures peuvent être découpées soit radialement, produisant des sièges de joint torique, soit axialement, créant des évidements. La précision du tournage CNC garantit que ces rainures sont cohérentes et répondent aux exigences spécifiques de conception.
6. Filetage

Filetage sur tour CNC
Technique essentielle dans l'arsenal des opérations de tour CNC, le filetage crée des rainures hélicoïdales (filetages) sur une pièce. Cette technique est vitale pour la production de vis, boulons et autres fixations. Les tours CNC peuvent produire des filetages internes et externes avec une précision impeccable.
7. La séparation

Séparation de tour CNC
Souvent appelé « tronçonnage », le tronçonnage consiste à couper un morceau d’une pièce à usiner. Un outil de coupe étroit se déplace perpendiculairement à la rotation de la pièce, coupant une section. Cette technique garantit que la section coupée a une surface lisse, minimisant ainsi le besoin de finition supplémentaire.
Commençons un nouveau projet aujourd'hui
5 opérations pouvant être effectuées sur un tour CNC
Dans le domaine de l’usinage, les tours CNC sont de véritables centrales électriques, capables d’exécuter une myriade d’opérations avec une précision inégalée. Ces machines, soutenues par une technologie de pointe, ont élargi les horizons de ce qui est possible en matière de façonnage des matériaux. Dans ce contexte, élaborons cinq opérations critiques qui peuvent être réalisées de manière magistrale sur un tour CNC.
Tableau : Aperçu des opérations clés du tour CNC
Trucs et astuces pour les tours CNC
Les tours CNC ont révolutionné le domaine de l'usinage avec leur danse complexe d'outils et de matériaux. Pourtant, comme pour toutes les merveilles technologiques, le véritable potentiel d’un tour CNC ne réside pas seulement dans ses capacités, mais aussi dans les nuances de son fonctionnement. Ici, nous mettons en lumière quelques trucs et astuces inestimables qui peuvent améliorer votre jeu de tour CNC, garantissant des résultats optimaux à chaque fois.
Sagesse de l'outillage
Dans le monde des tours CNC, les outils sont plus que de simples outils ; ce sont les héros méconnus qui transforment la matière première en composants précis. Pourtant, leur importance est parfois considérée comme allant de soi. Voici comment montrer à vos outils le respect qu’ils méritent :
- L'entretien est la clé : Comme tous les instruments finement travaillés, les outils de tour CNC nécessitent un entretien régulier. Assurer des inspections de routine pour détecter tout signe d’usure ou de dommage. Nettoyez-les après chaque utilisation et rangez-les de manière appropriée pour éviter la rouille ou les dommages accidentels.
- La netteté est égale à la précision : Cela peut paraître élémentaire, mais un outil bien aiguisé permet effectivement d’obtenir des coupes plus nettes et plus précises. En revanche, les outils émoussés peuvent abîmer la pièce et réduire la précision dimensionnelle. Alors, donnez la priorité à l’affûtage des outils et n’oubliez pas que c’est un investissement dans la qualité.
- Investissez dans la qualité : Même s’il peut être tentant d’opter pour des outils moins chers, n’oubliez pas que la qualité est souvent liée à la durabilité et aux performances. Les outils haut de gamme peuvent avoir un coût initial plus élevé, mais considérez-les comme un investissement rentable en termes de précision et de durée de vie de l'outil.
Questions matérielles
Le support est aussi important que la méthode. Choisir le matériau approprié pour votre projet est primordial, et comprendre ses propriétés inhérentes peut faire toute la différence.
- Faites des recherches avant de choisir : Chaque matériau, qu'il s'agisse de l'aluminium, de l'acier ou d'un polymère, possède des propriétés distinctes telles que la dureté, l'usinabilité et la conductivité thermique. Une compréhension approfondie garantit que vous sélectionnez un matériau adapté à l’application souhaitée.
- Sensibilité à la température : De nombreux matériaux subissent des changements dimensionnels en raison des variations de température. Si la précision est essentielle, envisagez de préchauffer le matériau ou de le laisser se stabiliser dans l'environnement de l'atelier avant l'usinage.
- Considérations sur les matériaux en stock : Bien que les tours CNC soient puissants, il est souvent plus efficace de commencer avec un matériau de stock dont la taille et la forme sont plus proches du produit final. Cela réduit la quantité d’usinage nécessaire, économisant du temps et du matériel.
Programmation efficace
Un tour CNC, par essence, est une symphonie de matériel et de logiciels. Tandis que la machine et ses outils opèrent la transformation physique, c'est la programmation qui orchestre cette danse.
- Utilisez Logiciel CAD / CAM : Les logiciels modernes de conception et de fabrication assistées par ordinateur permettent non seulement une conception détaillée, mais génèrent également un code machine optimisé. Cela garantit des parcours d'outils efficaces, réduit le temps d'usinage et minimise les erreurs humaines.
- Simuler avant d'exécuter : Avant d'envoyer le programme au tour, exécutez une simulation. Cet aperçu visuel peut aider à identifier les collisions potentielles, les parcours d'outils inefficaces ou les zones nécessitant un affinement. Mieux vaut détecter les erreurs dans une simulation que sur la machine réelle !
- Programmation modulaire : Si vous produisez plusieurs composants ou variantes d'une pièce, envisagez d'écrire des programmes modulaires. Ceux-ci vous permettent de réutiliser des sections de code pour des opérations courantes, rationalisant ainsi le processus de programmation et garantissant la cohérence.
Les techniques de tour CNC sont riches en nuances et innovations et continuent de révolutionner le paysage manufacturier. Les industries peuvent exploiter ces techniques pour bénéficier de délais de production accélérés, d’une précision accrue et de finitions impeccables. À mesure que les techniques d'usinage sur tour CNC évoluent, Prolean se positionne à l'avant-garde, offrant des services qui englobent la meilleure technologie et expertise. Pour ceux qui cherchent à s’aventurer ou à approfondir leur compréhension du tournage CNC, l’avenir promet un mélange d’artisanat séculaire et d’innovation moderne, avec des possibilités infinies à l’horizon.
Qu'est-ce que l'usinage sur tour CNC ?
L'usinage sur tour CNC est un processus dans lequel un ordinateur contrôle un tour pour effectuer diverses opérations, garantissant précision et cohérence.
En quoi un tour CNC diffère-t-il d'un tour traditionnel ?
Alors que les deux machines effectuent des opérations similaires, un tour CNC est automatisé et piloté par des instructions informatisées, garantissant une précision et une répétabilité supérieures.
Quels matériaux peuvent être utilisés dans un tour CNC ?
Les tours CNC peuvent traiter une multitude de matériaux, depuis les métaux comme l'aluminium et l'acier jusqu'aux plastiques et à la céramique.
Pourquoi Prolean est-il un premier choix pour les services de tours CNC ?
Prolean offre un mélange unique de machines avancées, d'expertise qualifiée et d'engagement envers la qualité, ce qui en fait un choix incontournable pour les besoins des tours CNC.
Comment puis-je optimiser mes opérations de tour CNC ?
Une maintenance régulière, le choix des bons outils, la compréhension des propriétés des matériaux et une programmation efficace sont essentiels.
Les tours CNC peuvent-ils gérer des conceptions complexes ?
Oui, grâce à des logiciels et des outils avancés, les tours CNC peuvent créer des conceptions complexes et complexes avec précision.
2 Commentaires

Merci pour vos recommandations sur ce blog. Une chose que je choisirais de dire, c’est que souvent, l’achat d’appareils électroniques sur Internet n’est pas quelque chose de nouveau. En réalité, rien qu’au cours des dernières années, le marché de l’électronique grand public en ligne s’est considérablement développé. Aujourd'hui, vous pouvez trouver pratiquement n'importe quel appareil et produit électronique sur Internet, depuis les appareils photo et caméscopes jusqu'aux pièces détachées d'ordinateurs et aux consoles de jeux vidéo.

Merci pour le blog informatif dans lequel vous expliquez des informations précieuses et étonnantes sur les techniques, les conseils, les astuces et les informations des machines de tour. Et merci d'avoir usiné les composants de la machine à tour robuste
Soumettre un commentaire Annuler la réponse
Votre adresse email n'apparaitra pas. Les champs obligatoires sont marqués *
Enregistrer mon nom, mon adresse email et mon site internet dans ce navigateur pour un prochain commentaire.
Envoyer un commentaire
Découvrez aussi...

Fraisage horizontal ou vertical – Comprendre les principales similitudes et différences
8 avril 2024
Similitudes et différences entre le fraisage horizontal et le fraisage vertical ?

Usinage CNC POM : processus, applications et avantages
5 avril 2024
Explorez les méthodes d'usinage CNC POM dans la fabrication
Découpe laser du nylon : technique, processus, applications et avantages
2 avril 2024
Comment la découpe laser du nylon apporte des avantages économiques ?
Faites fabriquer vos pièces aujourd'hui
Tous les téléchargements sont sécurisés et confidentiels.
- Usinage Service CNC
- Service de tôlerie
- Service de découpe laser CNC
- Service de découpe plasma
- Services de découpe au jet d'eau personnalisés
- Moulage par Injection
- Services de prototypage rapide
- Service d'usinage EDM
- Service d'extrusion d'aluminium
- Service de finition de surface
- Guide de conception
- Conditions générales
- Demander un devis
- Qui sommes-nous?
- Contactez-Nous
Tour à métaux : utilisation et chariotage d’une pièce

L'équipe de Ctendance
Publié le 28 avril 2020 à 9h24
Mis à jour le 4 mai 2022 à 10h32

La première opération de tournage est le chariotage, consistant à usiner un cylindre ou un cône . La pièce est entraînée en rotation et l’outil coupant se déplace parallèlement au cylindre en enlevant les copeaux.
À lire Comment régler une porte ?
L’outillage
L’utilité du chariotage.
Concrètement, les applications du chariotage sont multiples par exemple, l’axe de roue d’une tondeuse à gazon qui se casse peut facilement être refait. Cependant, il faut savoir qu’en règle générale, une pièce mécanique n’est pas seulement obtenue par chariotage mais par l’association de plusieurs opérations de tournage : chariotage, dressage, filetage, etc.
À lire Que faire quand le ballon d’eau chaude fuit ? (Causes et Solutions)
Les précautions à prendre
- Avant l’usinage, éloignez les curieux qui risquent de vous distraire. Travaillez toujours avec une tenue adéquate et rangez bien votre espace de travail.
- Pendant l’usinage, choisissez une passe (ou épaisseur du copeau) et une vitesse d’avance de travail suffisamment faible pour éviter la casse . Lubrifiez régulièrement pour limiter l’échauffement de l’outil et donc, améliorer la coupe.
- Après l’usinage, stoppez la machine et attendez son arrêt complet avant de retirer les copeaux avec un gant ou un crochet. Nettoyez toujours parfaitement tous les organes de la machine.
Le choix de la matière
En règle générale, on utilise l’acier pour sa solidité et sa dureté, l’aluminium pour sa légèreté, le bronze pour sa résistance au frottement (utile pour les paliers et coussinets), le laiton pour son aspect doré et faiblement oxydable surtout employé en visserie.
À lire Cette astuce compteur Linky qui peut vous faire économiser jusqu’à 23 % sur vos factures

Les détails du chariotage
Leur empilement permet d’atteindre le bon niveau avec précision. La vitesse de rotation dépend de la matière à usiner et du diamètre de la pièce . La formule exacte est 1000 V+ZD. V étant la vitesse de coupe optimale en m/min et D le diamètre moyen. Dans le cas d’un rondin d’aluminium, le diamètre est de 80 mm. La vitesse idéale V pour l’aluminium est d’environ 120 m/min.
À lire De la peinture naturelle ? Une alternative écologique facile à fabriquer soi-même
Le tangentage permet de donner à l’outil un point de référence (point “0”). Pour cela, mettez en marche la machine après avoir vérifié que rien ne gêne la rotation du mandrin.
À lire Lidl : facilitez vos projets de bricolage avec la perceuse d’angle PARKSIDE pour moins de 30 €
- Bien utiliser une défonceuse : guide complet
- Bien utiliser une scie circulaire
- Meuleuse d’angle : fonctionnement et prise en main de l’appareil
- X (Twitter)
Partagez votre avis Annuler la réponse
Commentaire
pour tous vos
Aujourd’hui, le site Ctendance propose plus de 1000 guides autour de l'univers de la maison (astuces d'entretien, décoration) et du jardinage !
- Minute Maison
- Pourquoidonc
À propos de Ctendance
- Qui sommes-nous ?
- Plan du site et Thématiques
- La Rédaction
- Mentions légales
- Contactez-nous
Filtrer par prix
Filtrer par marque.
à partir de 250€ d'achats
CB, PayPal, Virement ou Mandat
Lundi au vendredi, 7h00 à 17h00
Pour tous les achats de 50€ à 4000€ TTC. Pour cela sélectionnez le paiement en plusieurs fois lors de votre commande.

Tours à métaux
Affichage de 1–20 sur 53 résultats

Jeu d’outils de tournage à plaquettes carbure 12 mm

Jeu d’outils de tournage à plaquettes carbure 12mm

Lunette fixe pour Profi 880 G Vario / Profi 900 Vario

Lunette fixe Profi 750 Vario

Lunette fixe Profi(center) 550 WQ – WQV – LZ – 750 LZ

Lunette mobile pour Profi 880 G Vario / Profi 900 Vario

Mandrin 160/D4 pour tour à métaux Bernardo

Mandrin 4 mors standard DK12-125 Bernardo

Outils de tournage à plaquettes carbure, 12 mm, type C

Porte-outils à changement rapide Bernardo taille 20

Tour universel Cormak Tytan 500 Vario 230V

Tour universel Cormak Tytan 500 Vario 230V avec base

Tour universel Cormak Tytan 500 Vario 230V avec socle

Tour universel Bernardo Hobby 800 G – 230V
Tour universel bernardo hobby 800 g – 400v.

Tour universel Bernardo Profi 650 G – 230V
Tour universel bernardo profi 650 g – 400v.

Tour universel Bernardo Profi 650 G avec DRO 2 axes- 230V
Tour universel bernardo profi 650 g avec dro 2 axes- 400v.

Tour universel Bernardo Profi 880 G Vario – 230V
Tours à métaux ; tour conventionnel et tour d’établi.
Consultez notre gamme de tours à métaux pour l’ usinage de pièces métalliques. Du tour d’établi de petite dimension jusqu’au tour conventionnel professionnel de précision, chaque machine possédant des caractéristiques différentes afin de convenir à vos besoins.
Nos tours à métaux sont idéales pour les applications amateurs, artisanales, industrielles et des centres de formations pour réaliser des opérations de tournage. Exemple : avance automatique longitudinale, avance automatique transversale, affichage digital, variateur de vitesse, porte outils, etc. Que vous investissiez dans un nouveau tour ou que vous remplaciez un ancien tour, faites votre choix parmi nos marques de machines outils : Cormak , Holzmann , Bernardo , etc.
Vous partez déjà ? Sauvegarder votre panier
Saisissez votre adresse e-mail pour sauvegarder les articles dans votre panier pour plus tard.

- Tour à Métal
15 résultats affichés
Catégories de produits

1- ROMI T 240

1- ROMI T 350

1- ROMI T 500

Raymond Robert est une entreprise d’importation et de distribution de machinerie de fabrication et d’usinage CNC depuis plus de 25 années.
- Conventionel
- Fraiseuse Manuelle à Banc
- Fraiseuse Manuelle à Genoux
- Usinage CNC
- Centre d’Usinage Vertical
- Tour Vertical
- Tour Hybride
Fabrication
- Découpe laser / cisaille
- Cisaille Universelle
- Découpe Plasma
- Guillotine / cisaille
- Poinconneuses à Tourelles
- Rouleuse à Métal
- Pliage plaque / tube / revêtement
- Presse Plieuses
- Scies à Métal
- Scies à ruban
- Systèmes de mesure
- Tronçonneuses à disque
Pour nous joindre
Raymond Robert ltée 3205-1ère rue Arrondissement St-Hubert Longueuil, Quebec j3y 8y6
téléphone.: 514 935-3589 fax.: 514.935.7618
- Pièces et services
- Plieuse a tablier numérique
- Panneauteuse Électrique
- Outils à écraser
- Intermédiaires
- Support à matrice
- Matrices type wila/trumpf
- Poincons type wila/trumpf
- Outils pneumatiques à écraser
- Outils spéciaux
- Découpe Laser
- Centre d’Usinage Horizontal
- Plateau rotative
- Plieuse Tube
- Fournisseurs
- Inventaire & Promotion
Votre navigateur ne prend pas en charge les vidéos HTML5
Atelier d’usinage de précision Prototypage et production en série Tous matériaux
Les activités de notre atelier d'usinage.
Tournage, Fraisage, Sciage & Brunissage

Tournage & Fraissage
Grande précision
À l’aide notre centre de tournage 4 axes, nous sommes capables d’usiner, à la demande, toutes pièces alu, bronze, acier, inox et même plastique, pour un prototypage ou une production en petite, moyenne et grande série. Les pièces produites sont rigoureusement contrôlées avant d’être livrées à nos clients.

Aussi précis qu'une aiguille
Longueur maximale

Scie automatique
Avec notre scie automatique nous pouvons couper tous types de matériaux tels que le métal, le plastique, l'inox, l'aluminium, et bien d'autres. Nous utilisons tous les jours notre scie automatique pour nos opérations de production afin de préparer vos pièces à usiner. La particularité d'une scie automatique est qu'elle est contrôlée par un système numérique, qui permet à la machine de couper automatiquement nos tubes, barres, plaques et autres, rapidement et avec une grande précision.

Résistance maximale
Le brunissage à froid est un procédé de traitement de surface qui nous permet de protéger vos pièces métalliques contre la corrosion et l'usure. Le brunissage à froid peut être utilisé sur une variété de métaux. Nous travaillons régulièrement pour les domaines de l'industrie automobile, aéronautique ou encore de la construction pour protéger leurs pièces métalliques des conditions environnementales difficiles.

Plan - Prototype - Série
Étude et Plan
Avant usinage d’une ou plusieurs pièces, nous analysons votre besoin et vous proposons les meilleures options possibles quant au choix de la matière. Vient ensuite la réalisons du plan de votre pièce.
Prototype et Pièce unique
Le prototype est indispensable à la production en série. Ensemble nous validons la réalisation. Besoin d’une pièce unique, nous sommes capables de dupliquer ou concevoir une pièce répondant à vos attentes.
Production en série
Après validation du prototype, nous produisons votre pièce en petite ou moyenne série.
Secteurs d'activités
Nos principaux secteurs d'activités

Aérospacial / Aéronotique

Industrie Automobile

Nous travaillons également dans d’autres domaines
Nos principaux matériaux usinés
Alliages, Métaux & Plastiques

Cuivre/Bronze

Besoin d’usiner un autre matériau ?

Besoin d’une pièce usinée ?
Contactez-nous pour obtenir un devis personnalisé
Formulaire de contact
Rue Raoul Follereaux 51520 Saint-Martin-Sur-Le-Pré
- L'entreprise
- Frais de livraison
- Service clientèle

- Compte
- Usinage des métaux
- Tournage des métaux
- Tours à métaux
Tour à métaux HBM 330 x 600 tout équipé - 230 Volts

- 2 ans de garantie sur la marque HBM
- Spécialiste de l'outillage depuis 1972
- Avis client 8,7/10

Variations disponibles
Tour à métaux hbm 330 x 600 complet - 230 volt, tour à métaux hbm 330 x 600 complet - 400 volt, les points forts, description, a propos du tour à métaux hbm 230 volt 330 x 600, caractéristiques, produits associés.
- € 7,50 Mandrins HBM à mâchoires souples
- € 3.499,99 Tour à métaux variable professionnel HBM 320 x 900 complet
- € 799,99 Tour à métaux 180 x 300 HBM avec affichage numérique
- € 6.999,99 HBM Tour à métaux 400 X 1000 avec système de lecture numérique LCD 3 axes
- € 3.699,99 HBM Tour à métaux professionnel à vitesse variable 320 x 900 DRO avec affichage LCD
- € 34,99 HBM Broyeur à vis à billes
- € 1.999,99 HBM Tour à métaux professionnel 250 x 550 avec système de lecture numérique LCD 2 axes
- € 5.999,99 HBM Tour à métaux industriel complet 360 x 1000 avec grand passage avec système de lecture numérique LCD 3 axes - 230 volts
- € 99,99 Règles professionnelles HBM pour le verre
Vu récemment
Visitez notre magasin/salle d’exposition
Venez découvrir notre vaste showroom de 1 400 m2, à 4 minutes de l'A12 sortie Gouda, Les Pays-Bas.
Nous sommes ouverts du lundi au samedi de 09h00 - 17h00. Fermé jeudi 9 mai 2024
Notre salle d’exposition
Méthodes de paiement en ligne
Avez-vous une question .
Consultez tout d'abord les questions fréquemment posées (FAQ), vous y trouverez peut-être la réponse.

Si vous souhaitez plus d'informations sur votre produit, joignez-nous via notre formulaire de contact.
Posez votre question
Notre bureau de service est à votre disposition les jours ouvrables de 9h00 à 17h30.
- Conditions générales de Vente
- Conditions générales entreprises
- Conditions de livraison
- Conditions de retour
- Politique de confidentialité
- Politique de cookies
- Preplanned tours
- Daytrips out of Moscow
- Themed tours
- Customized tours
- St. Petersburg
Moscow Metro
The Moscow Metro Tour is included in most guided tours’ itineraries. Opened in 1935, under Stalin’s regime, the metro was not only meant to solve transport problems, but also was hailed as “a people’s palace”. Every station you will see during your Moscow metro tour looks like a palace room. There are bright paintings, mosaics, stained glass, bronze statues… Our Moscow metro tour includes the most impressive stations best architects and designers worked at - Ploshchad Revolutsii, Mayakovskaya, Komsomolskaya, Kievskaya, Novoslobodskaya and some others.
What is the kremlin in russia?
The guide will not only help you navigate the metro, but will also provide you with fascinating background tales for the images you see and a history of each station.
And there some stories to be told during the Moscow metro tour! The deepest station - Park Pobedy - is 84 metres under the ground with the world longest escalator of 140 meters. Parts of the so-called Metro-2, a secret strategic system of underground tunnels, was used for its construction.
During the Second World War the metro itself became a strategic asset: it was turned into the city's biggest bomb-shelter and one of the stations even became a library. 217 children were born here in 1941-1942! The metro is the most effective means of transport in the capital.
There are almost 200 stations 196 at the moment and trains run every 90 seconds! The guide of your Moscow metro tour can explain to you how to buy tickets and find your way if you plan to get around by yourself.

TOUR A METAUX TP510

Tour d'établi Banc prismatique en fonte, trempé par induction et rectifié Broche trempée montée sur 2 roulements à rouleaux coniques de haute précision Glissières sans jeu réglables par lardons Avances automatiques longitudinale et transversale Chariot supérieur orientable Déplacement latéral de la poupée mobile +/- 5 mm pour le tournage conique Inversion de rotation gauche / droite Variateur de vitesse électronique Affichage digital de la vitesse de broche Verniers gradués avec remise à zéro sur tous les axes Socle en option Équipements : Paroie anti-projections Écran de protection de mandrin asservi Écran de protection de tourelle Protection de la vis mère Coffret d'outils Pipette à huile Kit de pignons supplémentaires Précision de graduation des verniers : Traînard : 0,5 mm - 20 mm/T Chariot transversal : 0,02 mm - 1 mm/T Chariot supérieur : 0,02 mm - 1 mm/T Contre-poupée : 0,02 mm - 1 mm/T
- Hauteur (cm) 40.00
- Largeur (cm) 55.00
- Longueur (cm) 113.00
- Poids net (Kg) 115.00
- Puissance (kW) 1
- Alimentation (V) 230 V mono
- Vitesse de broche (tr/min) 100 - 2000
- Entre pointes (mm) 510
- Hauteur de pointe (mm) 110
- Largeur du banc (mm) 115
- Ø maxi usinable (mm) 210
- Cône de la broche CM3
- Nombre de vitesse variable
- Alésage de la broche (mm) 20
- Cône morse de la poupée CM2
- Course du fourreau (mm) 60
- Avances longitudinales / transversales (mm/tr) 1 (2) 0.045 - 0.126
- Course au transversal (mm) 110
- Course du supérieur (mm) 75
- Filets pas métriques (mm) (17) 0.25 - 3
- Filets pas au pouce (TPI) (13) 8 - 56
Accessoires

LUNETTE FIXE
Ref : 21398100

LUNETTE A SUIVRE
Ref : 21398101

Ref : 21398102

MANDRIN 4 MORS 100 MM
Ref : 21398103

PLATEAU DE BROCHE 180 MM
Ref : 21398106

JEU DE BRIDAGE POUR PLATEAU
(DE BROCHE D.180)
Ref : 21398107

MANDRIN 3 MORS 100MM
Ref : 21398108

JEU DE 11 OUTILS
Ref : 21398116

POINTE TOURNANTE CM2
Ref : 21398124

PLATEAU 100MM + 7 PINCES DE 4 A 16MM
(POUR TOUR A METAUX)
Ref : 21398137
PENSEZ A PROFITER DES SERVICES SIDAMO
SIDAMO - ZI des Gailletrous - 41260 La Chaussée St Victor Tél : +33 (0)2 54 90 28 26 - Fax : 08 97 65 65 10
Moscow Metro Tour
- Page active

Description
Moscow metro private tours.
- 2-hour tour $87: 10 Must-See Moscow Metro stations with hotel pick-up and drop-off
- 3-hour tour $137: 20 Must-See Moscow Metro stations with Russian lunch in beautifully-decorated Metro Diner + hotel pick-up and drop off.
- Metro pass is included in the price of both tours.
Highlight of Metro Tour
- Visit 10 must-see stations of Moscow metro on 2-hr tour and 20 Metro stations on 3-hr tour, including grand Komsomolskaya station with its distinctive Baroque décor, aristocratic Mayakovskaya station with Soviet mosaics, legendary Revolution Square station with 72 bronze sculptures and more!
- Explore Museum of Moscow Metro and learn a ton of technical and historical facts;
- Listen to the secrets about the Metro-2, a secret line supposedly used by the government and KGB;
- Experience a selection of most striking features of Moscow Metro hidden from most tourists and even locals;
- Discover the underground treasure of Russian Soviet past – from mosaics to bronzes, paintings, marble arches, stained glass and even paleontological elements;
- Learn fun stories and myths about Coffee Ring, Zodiac signs of Moscow Metro and more;
- Admire Soviet-era architecture of pre- and post- World War II perious;
- Enjoy panoramic views of Sparrow Hills from Luzhniki Metro Bridge – MetroMost, the only station of Moscow Metro located over water and the highest station above ground level;
- If lucky, catch a unique «Aquarelle Train» – a wheeled picture gallery, brightly painted with images of peony, chrysanthemums, daisies, sunflowers and each car unit is unique;
- Become an expert at navigating the legendary Moscow Metro system;
- Have fun time with a very friendly local;
- + Atmospheric Metro lunch in Moscow’s the only Metro Diner (included in a 3-hr tour)
Hotel Pick-up
Metro stations:.
Komsomolskaya
Novoslobodskaya
Prospekt Mira
Belorusskaya
Mayakovskaya
Novokuznetskaya
Revolution Square
Sparrow Hills
+ for 3-hour tour
Victory Park
Slavic Boulevard
Vystavochnaya
Dostoevskaya
Elektrozavodskaya
Partizanskaya
Museum of Moscow Metro
- Drop-off at your hotel, Novodevichy Convent, Sparrow Hills or any place you wish
- + Russian lunch in Metro Diner with artistic metro-style interior for 3-hour tour
Fun facts from our Moscow Metro Tours:
From the very first days of its existence, the Moscow Metro was the object of civil defense, used as a bomb shelter, and designed as a defense for a possible attack on the Soviet Union.
At a depth of 50 to 120 meters lies the second, the coded system of Metro-2 of Moscow subway, which is equipped with everything you need, from food storage to the nuclear button.
According to some sources, the total length of Metro-2 reaches over 150 kilometers.
The Museum was opened on Sportivnaya metro station on November 6, 1967. It features the most interesting models of trains and stations.
Coffee Ring
The first scheme of Moscow Metro looked like a bunch of separate lines. Listen to a myth about Joseph Stalin and the main brown line of Moscow Metro.
Zodiac Metro
According to some astrologers, each of the 12 stops of the Moscow Ring Line corresponds to a particular sign of the zodiac and divides the city into astrological sector.
Astrologers believe that being in a particular zadiac sector of Moscow for a long time, you attract certain energy and events into your life.
Paleontological finds
Red marble walls of some of the Metro stations hide in themselves petrified inhabitants of ancient seas. Try and find some!
- Every day each car in Moscow metro passes more than 600 km, which is the distance from Moscow to St. Petersburg.
- Moscow subway system is the 5th in the intensity of use (after the subways of Beijing, Tokyo, Seoul and Shanghai).
- The interval in the movement of trains in rush hour is 90 seconds .
What you get:
- + A friend in Moscow.
- + Private & customized Moscow tour.
- + An exciting pastime, not just boring history lessons.
- + An authentic experience of local life.
- + Flexibility during the walking tour: changes can be made at any time to suit individual preferences.
- + Amazing deals for breakfast, lunch, and dinner in the very best cafes & restaurants. Discounts on weekdays (Mon-Fri).
- + A photo session amongst spectacular Moscow scenery that can be treasured for a lifetime.
- + Good value for souvenirs, taxis, and hotels.
- + Expert advice on what to do, where to go, and how to make the most of your time in Moscow.
Write your review
Moscow Metro Underground Small-Group Tour - With Reviews & Ratings
Moscow metro underground small-group tour.
- See more images
Tour Information
Key Details
- Mobile Voucher Accepted
- Free Cancellation
- Duration: 3 Hrs
- Language: English
- Departure Time : 10:00 AM
- Departure Details : Karl Marks Monument on Revolution Square, metro stop: Square of Revolution
- Return Details : Metro Smolenskaya
- If you cancel at least 4 day(s) in advance of the scheduled departure, there is no cancellation fee.
- If you cancel within 3 day(s) of the scheduled departure, there is a 100 percent cancellation fee.
- Tours booked using discount coupon codes will be non refundable.
Go beneath the streets on this tour of the spectacular, mind-bending Moscow Metro! Be awed by architecture and spot the Propaganda , then hear soviet stories from a local in the know. Finish it all up above ground, looking up to Stalins skyscrapers, and get the inside scoop on whats gone on behind those walls.
Know More about this tour
We begin our Moscow tour beneath the city, exploring the underground palace of the Moscow Metro. From the Square of Revolution station, famous for its huge statues of soviet people (an armed soldier, a farmer with a rooster, a warrior, and more), we’ll move onto some of the most significant stations, where impressive mosaics, columns, and chandeliers will boggle your eyes! Moreover, these stations reveal a big part of soviet reality — the walls depict plenty of Propaganda , with party leaders looking down from images on the walls. Your local guide will share personal stories of his/her family from USSR times, giving you insight into Russia’s complicated past and present. Then we’re coming back up to street level, where we’ll take a break and refuel with some Russian fast food: traditional pancakes, called bliny. And then, stomachs satiated, we are ready to move forward! We’ll take the eco-friendly electric trolleybus, with a route along the Moscow Garden Ring. Used mainly by Russian babushkas(grannies) during the day, the trolleybus hits peak hours in the mornings and evenings, when many locals use it going to and from their days. Our first stop will be the Aviator’s House, one of Stalin’s Seven Sisters, followed by the Ministry of Foreign Affairs — and you’ll hear the legends of what has gone on inside the walls. Throughout your Moscow tour, you’ll learn curious facts from soviet history while seeing how Russia exists now, 25 years after the USSR.
Local English-speaking guide
Pancake snack and drink
Additional food and drinks
Tickets for public transport
Souvenirs and items of a personal nature
Tips and gratuities for the guide
Additional Info
Confirmation will be received at time of booking
Dress standard: Please wear comfortable shoes for walking. For your Urban Adventure you will be in a small group of a maximum of 12 people
Traveler Reviews
This tour exceeded our expectations. Nikolai (Nick), our tour guide, was very knowledgeable, thorough, and has a great personality. He didn't take shortcuts and really covered everything that was on the agenda in great detail. We saw beautiful metro stations and learned the history behind them, including many of the murals and designs.
We did the tour with Anna her knowledge and understanding of the History surrounding the metro brought the tour alive. Well done Anna!
This tour was amazing!
Anna was a great tour guide. She gave us heaps of interesting information, was very friendly, and very kindly showed us how to get to our next tour.
Amazing beauty and history.
An excellent tour helped by an absolutely amazing guide. Anna gave a great insight into the history of the metro helped by additional material she had prepared.
great tour and guide - thanks again
great will do it again, Miriam ke was very good as a guide she has lived here all here life so knew every interesting detail.a good day
IMAGES
VIDEO
COMMENTS
Avant de commencer l'opération de tournage intérieur, il est essentiel de préparer et de fixer correctement la pièce sur le tour à métaux . Assurez-vous que la pièce est bien fixée à l'aide d'un mandrin adapté ou d'un autre système de serrage approprié pour garantir sa stabilité lors de l'usinage .
usiner et travailler les métauxhttps://www.youtube.com/watch?v=xZ0Gz192EOE&list=PLcKruYhWP85RaMI54G7Y6wl3GOzR3ejg0
Le tour est un outil mécanique très utilisé dans l' industrie lourde. À travers un processus d'enlèvement de matière, le tournage permet de couper, façonner ou polir des pièces issues de différents matériaux Les différents types de tours peuvent être classés selon leur fonction : fraisage, copiage, revolver et automatique ...
1. L'ère de l'usinage manuel. Avant l'apparition des processus automatisés, l'usinage manuel dominait le paysage de la fabrication. Les artisans utilisaient des tours pour le tournage et des fraiseuses pour le fraisage, chaque processus étant distinctement séparé. 2. Transition vers des processus semi-automatisés
Alésage au tour (Utilisation d'un outil de coupe à un seul point pour effiler les trous) 5. Broyage. Le meulage peut être effectué à l'aide d'une meule, d'une meule ou d'une meuleuse. Il est effectué pour le processus d'usinage abrasif, qui est effectué pour la finition de surface et pour améliorer la qualité de surface du produit.
La vitesse du tour à métaux est un élément crucial dans le processus d'usinage des pièces. Elle détermine la qualité et la précision du travail accompli. La vitesse de coupe est mesurée en tours par minute, tpm, et peut varier en fonction du matériau à travailler, du diamètre de la pièce et de la profondeur de la coupe.
Téléchargez gratuitement la version PDF du Guide d'ingénierie de l'usinage CNC par Protolabs Network. Avec ce livre électronique de 40 pages, découvrez tout ce que vous devez savoir sur l'usinage CNC, des notions élémentaires aux astuces de conception avancées. Pièce 1.
Oui, grâce à des logiciels et des outils avancés, les tours CNC peuvent créer des conceptions complexes et complexes avec précision. Les techniques de tour CNC peuvent améliorer votre fabrication de précision. Obtenez des informations sur ses stratégies, processus, conseils et astuces pour des résultats optimisés.
Les précautions à prendre. Le tour à métaux, comme la machine à bois, nécessite de prendre des précautions et de respecter des règles de bon sens pour assurer la sécurité de l'utilisateur et de son entourage. Avant l'usinage, éloignez les curieux qui risquent de vous distraire. Travaillez toujours avec une tenue adéquate et ...
Sidamo s'engage au quotidien à générer un impact sociétal, économique et environnemental positif à la hauteur de ses ambitions. Réaliser l'usinage de pièces métalliques ou plastiques par tournage de la pièce, du tour d'établi pour les petites dimensions jusqu'au tour conventionnel de 1000 mm d'entre pointes.
Tours à métaux ; Tour conventionnel et tour d'établi. Consultez notre gamme de tours à métaux pour l'usinage de pièces métalliques. Du tour d'établi de petite dimension jusqu'au tour conventionnel professionnel de précision, chaque machine possédant des caractéristiques différentes afin de convenir à vos besoins.. Nos tours à métaux sont idéales pour les applications ...
usiner et travailler les métauxhttps://www.youtube.com/watch?v=xZ0Gz192EOE&list=PLcKruYhWP85RaMI54G7Y6wl3GOzR3ejg0
Notre sélection de machines-outils: tours d'établis permettent de gérer l'usinage des pièces métalliques dans votre entreprise. Par exemple, grâce aux tours d'établi standards, aux tours combinés ou les tours à métaux standards , vous pourrez utiliser la fonction tournage ou fraisage, mettre des vitesses de rotation variable afin d ...
Le tour à métaux, un équipement industriel indispensable, brille par sa capacité à sculpter avec précision des pièces métalliques. Cette machine-outil de l'univers de l'usinage des métaux, englobant des matériaux comme l'acier, l'aluminium, le laiton et d'autres alliages, fonctionne en faisant tourner la pièce à usiner autour de son propre axe, tout en guidant l'outil de coupe ...
Tour conventionnel Affichage digital sur 2 axes : course longitudinale 600 mm, ... TOUR A METAUX TP700 VISU. Accueil / Tours à métaux. TP 700 VISU (Ref. 21300024) Tour à métaux. Usinage sous lubrification de matériaux ferreux et non ferreux. Usage intensif. 8 892,00 ...
Raymond Robert ltée 3205-1ère rue Arrondissement St-Hubert Longueuil, Quebec j3y 8y6. téléphone.: 514 935-3589 fax.: 514.935.7618
Avant usinage d'une ou plusieurs pièces, nous analysons votre besoin et vous proposons les meilleures options possibles quant au choix de la matière. Vient ensuite la réalisons du plan de votre pièce. 2. Prototype et Pièce unique. Le prototype est indispensable à la production en série. Ensemble nous validons la réalisation.
Le tour à métaux 330 x 600 HBM 230 volts est l'outil idéal pour tourner et usiner différents types de métaux dans votre atelier ou votre garage. Il est équipé de mandrins intégrés et d'une plage de vitesse élevée, ce qui lui permet de réaliser des travaux de grande envergure rapidement et efficacement. Le poids de 340 kilogrammes et ...
Moscow Metro. The Moscow Metro Tour is included in most guided tours' itineraries. Opened in 1935, under Stalin's regime, the metro was not only meant to solve transport problems, but also was hailed as "a people's palace". Every station you will see during your Moscow metro tour looks like a palace room. There are bright paintings ...
Tour d'établi Banc prismatique en fonte, trempé par induction et rectifié Broche trempée montée sur 2 roulements à rouleaux coniques de haute précision Glissières sans jeu réglables par lardons Avances automatiques ... TOUR A METAUX TP510. ... (Ref. 21300021) Tour à métaux. Usinage à sec de matériaux ferreux et non ferreux ...
Explore the Moscow Metro, a fascinating monument of the Soviet Era! Metro - the word hardly ringing with affectionate beauty. Yet the Moscow Metro, with its state of the art stations is an undisputed work of sublimity. Built to impress, the stations entwine the most beautiful subway system in the world! And impress it does! On top of being a representative of the Soviet Union in its sheer ...
Moscow Metro private tours. 2-hour tour $87: 10 Must-See Moscow Metro stations with hotel pick-up and drop-off. 3-hour tour $137: 20 Must-See Moscow Metro stations with Russian lunch in beautifully-decorated Metro Diner + hotel pick-up and drop off. Metro pass is included in the price of both tours.
Tours booked using discount coupon codes will be non refundable. Overview. Go beneath the streets on this tour of the spectacular, mind-bending Moscow Metro! Be awed by architecture and spot the Propaganda, then hear soviet stories from a local in the know. Finish it all up above ground, looking up to Stalins skyscrapers, and get the inside ...