Visite virtuelle 360 | Toutes nos brochures | Notre catalogue | Notre présentation
- Tour conventionnel
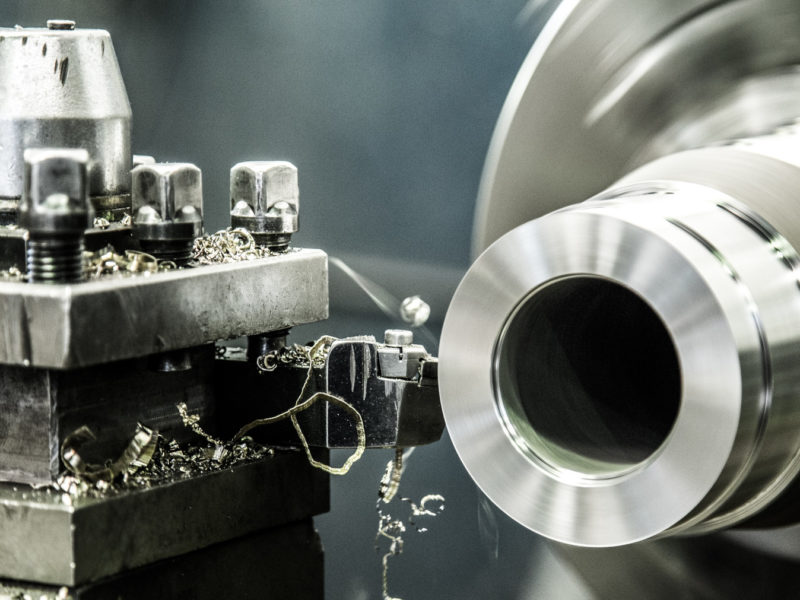
Le tour conventionnel permett de réaliser des opérations de tournage simple (dressage, chariotage, alesage, filetage, réalisation d'un cône...) sur des pièces de révolution.
Que ce soit pour la réparation, reprise de pièce ou fabrication de pièce unitaire , tous les ateliers de mécaniques sont aujourd'hui équipés de ce type de machine
Les types de Tour
- Toutes les machines
- Tour cn a banc incline
- Tour cn a banc plat
- Tour vertical

ARROW - Dispositif de toilage externe - SBH A10 - SBH A20 - SBH A40

ARROW - SWH A01
ARROW - T125Gx500 - 9721
ARROW - T150Gx750
Sur commande
ARROW - T150Gx750 - 11643

OLYMPIC - T171
ARROW - T175Gx1000
ARROW - T175Gx1000 - 11695

ARROW - T175Gx1000+
ARROW - T175Gx1000+ - 11644

ARROW - T205EGx1000
ARROW - T205EGx1000 - 11414

ARROW - T205Gx1000 - 10613
ARROW - T205Gx1000/1500
ARROW - T230Gx1000 - 12712
ARROW - T230Gx1000/1500
ARROW - T230Gx1500 - 11266
OLYMPIC - T254x1000 - 13947
ARROW - T255Gx1500 - 12511
ARROW - T255Gx1500/2000
ARROW - T255Gx1500/2000 - 10932

ARROW - T280Gx1500/2000/3000
OLYMPIC - T325 / T400E
ARROW - T330Gx2000/3000 - 10989
ARROW - T330Gx2000/3000 - 10182
ARROW - T330Gx2000/3000

OLYMPIC - T400 à T730
ARROW - T400Gx2000/3000
ARROW - T400Gx3000 - 10993
OLYMPIC - T500M x 1500 - 12768
OLYMPIC - T500M x 2000 - 12920
OLYMPIC - T580 - 12842
OLYMPIC - T630/3000 - 12570
OLYMPIC - T800/T1000/T1250
ARROW - TB140Vx700 avec visualisation - 10902
ARROW - TB140Vx750 - 11839
ARROW - TB140Vx750

OLYMPIC - T216 / T254
ERNAULT CHOLET - 350 - 13834
ERNAULT CHOLET - 550 / 1650 - 6267
COLCHESTER - 600 triumph 2000 - 13701
ERNAULT - AC280 - 13824
RAMO - ALTAIR 3.3 - 13670
ERNAULT - BATIGNOLLES type HM6050 - 7414
ERNAULT SOMUA - C450 - 7998
BEMATO - CDS6266B X 2200 - 12780
ERNAULT - CHOLET 435 - 10360
OLYMPIC - CU310 - 11725
OLYMPIC - CU360M - 0008094
zmm - CU400M x 1000 - 13059
weiler - E35 - 12776
GALABERT - EP 1300 - 8560
GALABERT - EP 1300 - 8997

CAZENEUVE - HB 575 x 1500 - 12062
CAZENEUVE - HB 575 x 1500 - 11569

CAZENEUVE - HB 575/1500 - 6942
CAZENEUVE - HB 725/1500 - 11582
CAZENEUVE - HB500 / 1500 - 11629
CAZENEUVE - HB500x1000 - 13843
CAZENEUVE - HB500x1000 - 13841

CAZENEUVE - HB500x1000 - 13842

CAZENEUVE - HB500x1000 - 13837

CAZENEUVE - HB500x800 - 13835
CAZENEUVE - HB575 / 1000 - 13069
CAZENEUVE - HB575 / 1500 - 9505
CAZENEUVE - HB575x1000 - 13836
CAZENEUVE - HB725x2000 - 0008655
CAZENEUVE - HBX 360 - 13838
CAZENEUVE - HBX360 - 12057
CAZENEUVE - HBX360 - 11932

CAZENEUVE - HBY590 - 11718
ERNAULT - HN 400/1100 - 7461
ERNAULT SOMUA - JUPITER 830 - 12049
ERNAULT - JUPITER 830/6000 - 0009488
PINACHO - L1/225 - 0008280
COLCHESTER - MASCOT 1600 - 13374
RAMO - RM36RA -
GRAZIANO - SA210 - 8989
PINACHO - SC 325 - 11769
myford - SUPER 7 - 13050
myford - SUPER 7 - 13051

gurutzpe- - SUPER AT 4000/500 - 13939
travis - T1640 - 12650
travis - T1640F - 12648
ARROW - T205Gx1000 - 9375

POTSIJE - USA 200 - 5198
VUILLEMIER - VF250/35 - 0007520
VDF - conventionnel - 10257
ERNAULT - HN200 - 10976
CAZENEUVE - HB500 X 1000 - 10860
CAZENEUVE - HB 575 - 11204
AMC - 490 - 11060
CAZENEUVE - HBX 360 - 0010967

ERNAULT - CHOLET 435 - 0009680
Aucune machine ne correspond à votre demande...

Nos services
Pièces détachées
Hotline/SAV
Manutention
Financement
Démos personalisées
Outillage et prise de pièces
Programmation
Conseils techniques
Veille technologique
Didelon Machines Outils
Machines tolerie
Machine mécanique
Nos marques
Notre showroom
Notre histoire
Compétences
Nos réalisations
Recrutement
Contactez-nous
Mentions légales
- 1 888 711-0013, poste 2322
- [email protected]

Usinage de base au tour conventionnel (niveau 1)
Prochaine formation : les vendredis de 8 h à 17 h du 12 janvier 2023 au 31 mai 2024, coût : 200 $/personne avec admissibilité de services québec, durée: 40 heures, plan de formation.
Être en mesure d’effectuer des travaux de tournage cylindrique extérieur et d’utiliser des
techniques sécuritaires sur un tour conventionnel
Modules offerts / contenu
Sécurité du poste de travail
- Les équipements de protection individuels
- Les contrôles préalables
- Les règles à respecter
Découvrir la machine
- Les caractéristiques d’un tour, les axes de références
- Les déplacements manuels et automatiques, lecture sur vernier et digital
- Régler le jeu fonctionnel et le rattrapage du jeu
Préparer le tour et le poste de travail
- Monter le mandrin 3 mors
- Monter le mandrin 4 mors
- Utilisation d’un cadran indicateur
- Monter un outil à la bonne hauteur
Les conditions de coupe
- Déterminer les conditions de coupe, vitesse de coupe
- Calcul de la révolution de la pièce
- Calcul de l’avance
Les outils et les porte-outils
- Les différents types d’outils
- Les différents porte-outils (Holded)
Différentes opérations de tournage
- Centrer une pièce
- Perçage (trou de centre)
- Dresser la face d’une pièce
- Usiner un épaulement
- Usiner un diamètre
- Clientèle visée
- Critères d'admissibilité
- Secteurs d'emploi
Mécaniciens/mécaniciennes de chantier et mécaniciens industriels/mécaniciennes
industrielles
Mécanique de véhicules lourds routiers
Mécanique d’engins de chantier
Mécanique de véhicules légers
Opérateur d’équipements de production
Conduite de machinerie lourde en voirie forestière
Abattage manuel et débardage forestier
Producteur agricole
Aide-mécanicien
Cette formation est financée par Services Québec aux personnes en emploi.
Les personnes pouvant s’inscrire à une formation doivent répondre à l’une des situations suivantes :
- Être résidentes de la Mauricie
- Être en emploi en Mauricie
Les personnes admissibles sont :
- Les travailleurs et travailleuses en emploi (plus de 20 heures/semaine) qui s’inscrivent à un cours en lien avec leur emploi actuel ou qui leur permet d’élargir leurs champs de compétences.
- Les travailleurs et travailleuses autonomes consacrant plus de 20 heures/semaine à leur entreprise.
- Les travailleurs saisonniers en arrêt de travail, mais ayant toujours un lien d’emploi.
Les personnes NON admissibles sont :
- Les travailleurs et travailleuses provenant des secteurs publics et parapublics (ministères fédéral et provincial, réseaux de la santé, des services sociaux et de l’éducation).
- Les personnes ayant un statut d’étudiant.
- Les personnes hors Mauricie.
Situations particulières:
- Les personnes sans emploi référées à la suite d’une évaluation et d’une recommandation d’un agent d’aide à l’emploi de Services Québec.
Information
Benoit Mandin
Conseiller en formation

Pour me joindre
819 539-6971, poste 2042
819 609-1490
Javascript is disabled on your browser. Please enable it in order to use this form.
Veuillez remplir le formulaire ci-dessous.
Une agente ou un agent communiquera avec vous dans les plus brefs délais.
Your form has been submitted
Votre message a été envoyé avec succès.
Resetting in second(s)
We faced problems while connecting to the server or receiving data from the server. Please wait for a few seconds and try again.
If the problem persists, then check your internet connectivity. If all other sites open fine, then please contact the administrator of this website with the following information.
TextStatus: undefined HTTP Error: undefined
Some error has occured.
- Formations continues
Tournage conventionnel – initiation
Cette formation vous intéresse.
Ou je contacte un conseiller :
Votre formation en détails :
Objectifs :.
- A partir d’un plan, réaliser les opérations élémentaires d’usinage sur tour (dressage, chariotage, cylindrage, chariotage conique, cylindrage entre pointes, épaulement, tronçonnage, perçage, alésage).
- Définir les conditions de coupe appropriées.
- Choisir l’outil approprié.
Technologie
- Des machines-outils
- Des outils coupants (mode d’action)
- De la coupe des métaux, vitesse, avance, profondeur de passe
- Mesure au pied à coulisse et au micromètre
- Notions sur les tolérances de fabrication
- Les notions de calcul nécessaires à la réalisation des exercices sont abordées au cours des lancements d’exercices
- Réalisation des opérations courantes de :
. Dressage
. Chariotage
. Cylindrage
. Chariotage conique
. Cylindrage entre pointes
. Épaulements
. Tronçonnage
. Perçage, alésage
. Initiation à l’affûtage d’outils
. Montage et alésage des mors doux
Connaissances en lecture de plans mécaniques
Tour conventionnel, outillage, moyens de contrôle et EPI
Quizz et mise en situation
Veuillez consulter notre démarche handicap
Personnel d’atelier, ajusteurs, mécaniciens d’entretien.
Les indicateurs de résultats du CFA sont à disposition sur le site :
www.inserjeunes.education.gouv.fr/diffusion/accueil
Vous pouvez ainsi consulter l’ensemble de nos taux d’obtention des diplômes & des titres RNCP : tableau de synthèse 2023
Taux de satisfaction des formations continues : tableau de synthèse
Mantes-la-Ville
350 € HT/jour + coût matière
Le démarrage se fera après la validation des modalités de financement. Un délai minimum de 1 mois sera nécessaire avant le début de l'action.
Les principales questions posées
La formation initiale s’adresse aux jeunes de moins de 29 ans souhaitant construire les bases de leur carrière professionnelle et obtenir un diplôme. Elle permet d’acquérir les compétences premières à la pratique d’une activité professionnelle. Les formations initiales proposées à l’Aforp sont en alternance, l’étudiant a donc un statut de salarié.
- la cible : la formation initiale est destinée aux étudiants et la formation continue aux salariés, indépendants et demandeurs d’emploi ;
- le coût des formations et le financement : la formation initiale à l’Aforp est gratuite, tandis que la formation continue est toujours payante, mais l’Aforp vous accompagne pour obtenir un financement ;
- l’organisation du temps de travail et la durée : la plupart du temps, la formation continue se déroule sur plusieurs jours ou semaines en centre de formation contrairement à la formation initiale qui se suit sur une ou plusieurs année en alternance entre le CFA et l’entreprise.
En savoir plus
La formation continue s’adresse à un grand nombre de personnes. Aussi bien les salariés, que les demandeurs d’emploi, les jeunes adultes ou les entrepreneurs sont concernées par la formation professionnelle.
De manière générale, les personnes ayant déjà une première expérience professionnelle s’orientent plus facilement vers la formation continue qui permet de se reconvertir professionnellement en acquérant de nouvelles compétences, de valider des acquis et de mettre toutes les chances de son côté pour trouver plus rapidement un emploi.
La formation continue est possible sous différentes formes : les études universitaires, le contrat de professionnalisation, la formation à l’emploi ou la validation des acquis de l’expérience (VAE).
La formation continue est financée par les employeurs qui versent une cotisation de formation annuelle, l’État, les Régions et la personne concernée à l’aide de son compte personnel de formation (CPF) comptabilisé en euros depuis le 1er janvier 2019.
L’ Aforp accompagne chaque année 1600 salariés dans le développement de nouvelles compétences et plus de 400 demandeurs d’emplois pour un retour à l’emploi réussi.
La formation à distance a largement évolué depuis ces dernières années. Ainsi, il existe de nombreuses formations à distance accessibles via la formation continue ou via la formation en alternance. Pour les personnes souhaitant faire évoluer leur carrière professionnelle ou changer de profession, c'est un type de parcours idéal.
Mais pourquoi choisir la formation à distance ?
Accompagnement Validation des Acquis et de l'Expérience (VAE)
La VAE (validation des acquis de l’expérience) permet d’obtenir une certificat professionnelle, enregistrée au Répertoire national des certifications professionnelles (RNCP), correspondant à son expérience professionnelle.
Cette certification professionnelle peut s’obtenir soit dans sa totalité, ou par bloc de compétences.
Les compétences acquises au fil des années sont ainsi valorisées au même titre que si elles avaient été acquises par une formation équivalente.
Toute personne, quels que soient son âge, sa nationalité, son statut et son niveau de formation, qui justifie d’au moins 1 an continue ou non d’expérience professionnelle salariée, non salariée, bénévole ou de volontariat, ou inscrite sur la liste des sportifs de haut niveau ou ayant exercé des responsabilités syndicales, un mandat électoral local ou une fonction élective locale en rapport direct avec le contenu de la certification visée, peut prétendre à la VAE.
Toutes les informations : https://www.vae.gouv.fr/
PRÉ-REQUIS
Justifier d’1 an d’expérience, au moins, en rapport avec le diplôme ou la certification visée, NB : l’activité a pu être exercée de façon continue ou non.
TEXTES REGLEMENTAIRES
La Validation des Acquis de l’Expérience est un droit individuel inscrit à la fois dans le Code du travail et dans le Code de l’éducation. Elle permet d’obtenir, en totalité ou en partie une certification professionnelle (Loi n°2014-288 du 5 mars 2014)
Lien pour consulter les différents textes : https://www.vae.gouv.fr/espace-ressources/toute-la-reglementation/toute-la-reglementation-de-la-vae.html
NOTES SUR L'ÉTUDE PERSONALISÉE :
Pour s’assurer que les personnes ne s’engagent pas dans une démarche de VAE sans disposer de toutes les informations nécessaires, les services académiques veille à ce qu’une étude personnalisée des demandes soit réalisée. Cette étude est réalisée par la DAVA (Dispositif Académique de Validation des Acquis). Cette étude est une partie intégrante de l’examen de recevabilité de la demande et permet de coconstruire avec le parcours de certification.
L’étude est formalisée à l’aide d’un formulaire (lien ci-dessous) : https://www.francevae.fr/
PROCÉDURE :
- S’inscrire à une réunion d’information (lien précédent, chaque académie propose des dates)
- Renvoyer, avant la réunion, un descriptif de votre parcours (CV détaillé : identité, formation initiale et continue, langues vivantes étrangères, projet professionnel, parcours professionnel)
Le Groupe Aforp propose un accompagnement personnalisé pour préparer son dossier de VAE dont les objectifs sont :
- Identifier et analyser les compétences développées dans le cadre de l’expérience professionnelle et extraprofessionnelle.
- Rédiger, à l’appui du portefeuille de compétences, le dossier de demande de validation des acquis.
- Se préparer à la soutenance orale pour valider ses compétences en préparation de l’obtention de tout ou partie d’un diplôme ou d’une certification reconnue par l’Etat ou par une branche professionnelle inscrite au Registre National des Certifications Professionnelles, en relation avec son domaine d’expérience.
En savoir plus sur le programme d’accompagnement
En 2024, viens nous rencontrer !
Participe à nos événements : Journées portes ouvertes Ateliers découverte des métiers Salons…


Contact Technique : HOLTERBACH Laurent - 06 36 72 59 25
Contact Administratif : BORCHERS Nadine - 03 87 29 86 40
nOS FORMATIONS
- Formation Régulation – instrumentation – vannes
- Formation Soudage – Soudure Tig, Arc, Mig, Mag, Brasage, …
- Formation INDUSTRIE 4.0 : Vision – Supervision – Réseaux – Fibre – Robots collaboratifs
- Cursus en électricité industrielle et/ou Bâtiment
- Maintenance électro-technique
- Formation Normes électriques
- Electronique
- Formation Transition électricien vers automaticien
- Formation Domotique et Micro Automates
- Formation Automatisme et variateurs Siemens
- Formation Automatisme et variateurs Schneider
- Formation Automatisme et variateurs Allen Bradley
- Formation Automatisme Omron
- Formation Automatisme Beckhoff
- Formation Automatisme Proface
- Formation Automatisme Mitsubishi
- Formation Variateurs de vitesse SEW
- Variateurs de vitesse Lenze
- Formation Variateurs de vitesse ABB
- Formation Variateurs de vitesse Danfoss
- Variateurs de vitesse Leroy Somer
- Formation Variateurs de vitesse Indramat
- Formation Automates PILZ
- Formation Codesys
- hydraulique
- Pneumatique
- Hydraulique et pneumatique
- Lecture de schémas hydraulique ou pneumatique
- Autres formations hydrauliques et pneumatiques
- Formation Sécurité Hydraulique & Pneumatique
- Cursus de formations courtes en mécanique industrielle
- Formation Lecture de plans / Métrologie / RDM
- Formation Maintenance des organes mécaniques
- Formation sur les nouvelles technologies en mécanique
- Formation Machines Tournantes
- Formation Convoyeurs à Bandes Transporteuses
- Formation Régulation
- Formation Instrumentation
- Formation Rondier
- Formation Physique & Chimie
- Formation Robinetterie / Vannes / Soupapes
- Formation Jointage & Assemblage boulonné
- Formation Soudage MIG / MAG (131 et 135) – Semi-automatique
- Formation Soudage TIG (141)
- Formation Soudage à l'ARC avec électrodes enrobées (111)
- Formation Chalumeau / Oxyacétylénique (311)
- Formation Brasage / Soudobrasage (912 et 971)
- Formation Soudage thermoplastique PE / PP / PVC
- Formation CND et Cours de soudage
- Formation Découpe / Découpage
- Formation TUYAUTERIE & CINTRAGE
- Formation Chaudières industrielles : Gaz / Biomasse / Brûleurs / ..
- Formation Froid industriel / Climatisation / HVAC / CTA / CVC
- Formation Réseaux chauffage et circuits hydrauliques des eaux
- Formation Robot et Vision FANUC
- Formation Robot ABB
- Formation Robot KUKA
- Formation Robot STAUBLI
- Formation Robot YASKAWA / MOTOMAN
- Formation Robot MITSUBISHI
- Formation Robot et vision OMRON/ ADEPT
- Formation Robot Comau
- Formation Robot Kawasaki
- Formation Cobot Universal Robot – UR
- Formation Vision Keyence
- Formation Vision Cognex
- Formation Usinage traditionnel / conventionnel
- Formation CN SIEMENS 840D / 840D SL
- Formation CN FANUC 16i 18i 160i 180i 160is 180is 30i 31i 32i
- Formation CN NUM 760 / 1060
- Formation CN HEIDENHAIN
- Formation CN FAGOR
- Formation CN MAZAK
- Formation Rectification
- Formation usinage d'engrenages
- Formation AUTOCAD (Autodesk)
- Formation CATIA 3DEXPERIENCE (DASSAULT)
- Formation CREO
- FORMATION ROBOT STRUCTURAL ANALYSIS
- Formation Schématisation Electrique
- Formation MS PROJECT (Microsoft)
- Formation TOP SOLID
- Formation EUROCODES
- Formation Inventor (Autodesk)
- Formation REVIT (Autodesk)
- Formation Draftsight
- Formation Topographie
- Formation Logiciels équivalents Autocad
- Formation Gestion du service maintenance
- Formation Amélioration continue
- Formation Méthodes et outils
- Formation Qualité – ISO 9001 – 14001 – 45001
- Nouvelles formations
- Nouvelles technologies
- Formation Habilitation Electrique
- Formation Risques et Dangers du Gaz
- Formation Equipements sous pression
- Formation Atmosphère Explosive
- Formation Sécurité Machine / Europe
- Formation Consignation des Energies
- Formation Légionelle
- Formation Environnement
- Formation Ferroviaire
- Formation Risque Chimique
- Formation Risque et Danger Machine
- Formation Levage : EPI & VGP
Vous êtes ici › Société Européenne de Formation Technique › Formations › FORMATION TECHNIQUE & MAINTENANCE › Formation USINAGE – Tournage et Fraisage Traditionnel (conventionnel) / INTRA
Formation USINAGE – Tournage et Fraisage Traditionnel (conventionnel) / INTRA
Venir en formation muni de ses EPI (chaussures de sécurité, lunettes)
Venir en formation muni de ses EPI (chaussures de sécurité, bleu de travail adapté au soudage)
Venir en formation muni de ses EPI (chaussures de sécurité, casque)

- Référence formation MAJ 2024 : UsiTradi
Réalisez des pièces simples en fraisage et en tournage traditionnel (conventionnel)
Techniciens de maintenance ou usineur traditionnel (conventionnel)
Tourneurs & Fraiseurs.
- Durée: 3 jours
- Nombre de personnes maximum : 6
- Pré-requis : Base en mécanique
- Matériel mis à disposition: Formation sur tour et Fraiseuse traditionnelle (conventionnel)
- Formateur(s) Francis D (54-E), Mathieu L (76-P)
Financement

Etude générale en USINAGE – Tournage et Fraisage Traditionnel
- Notions de précision, de justesse
- Précautions
- Grandeurs réelles, matérialisées
Les appareils de mesure en USINAGE – Tournage et Fraisage Traditionnel
- Pied à coulisse, jauge de profondeur
- Comparateur
- Piges, Tampons, Calibres
USINAGE – Tournage et Fraisage Traditionnel (conventionnel)
généralités sur le tournage et le fraisage.
- Sécurité dans une unité de production
- Théorie sur les techniques d’usinage
- Décoder et analyser un dessin de définition
- Perçage, taraudage, lamage
- Affutage des outils
- Données de construction d’un assemblage par visserie
- Extraction d’une vis cassée
- Pose d’un filet rapporté
Le tournage Traditionnel (conventionnel)
- Support et entraînement des pièces
- Choix et positions des outils de coupe
- Angles de coupe associés aux matériaux
- Vitesse de coupe et d’avance en fonction de la composition de l’outil
- Utilisation des abaques de tournage
- Le chariotage
- Le dressage
- Le centrage
- Le filetage, le Taraudage
- Contrôle de la qualité d’usinage et méthodologie de correction s’il y a lieu
Le fraisage Traditionnel (conventionnel)
- Outils employés sur fraiseuse
- Conditions de coupe des fraises
- Etat et qualités de la surface.
- Effort de coupe dans le fraisage de face.
- Vitesses de coupe associées aux différents outils et matières à usiner.
- Vitesses des avances
- Facteurs influents sur la valeur des vitesses et avances de coupe.
- Méthodes de fixation de pièces sur la table
- Méthodologie à employer pour l’exécution d’une rainure de clavette avec précision.
- Etat de surfaces usinées.
- Influence de la denture des fraises.
- Influence de la vitesse et avance de coupe.
- Influence de la profondeur de passe.
- Principe du rattrapage des jeux de la fraiseuse.
- Utilisation des abaques de fraisage
INFO RH / A SAVOIR :
L’usinage est un élément fondamental de l’industrie manufacturière. Il existe différents types de processus d’usinage, qui sont utilisés pour transformer les matières premières en produits finis et en pièces.
Alors, quels sont les différents types d’opérations d’usinage utilisées pour fabriquer des produits et des pièces ? Lisez la suite car nous fournissons des informations importantes pour vous donner une meilleure compréhension des opérations d’usinage et de leurs types.
Qu’est-ce que l’usinage ?
L’usinage est un processus de fabrication soustractif qui implique l’utilisation d’outils de coupe, de disques, de meules abrasives, etc. pour éliminer l’excès de matière d’une pièce. De plus, ce processus est utilisé pour éliminer les matériaux indésirables afin d’obtenir la forme de produit souhaitée. Les laminoirs comme les plats et les barres et les pièces soudées ou coulées sont souvent destinataires d’opérations d’usinage.
Des exemples de produits usinés comprennent des pièces automobiles, des forets, des plaques, des écrous et des boulons, des brides et de nombreuses autres pièces et outils utilisés dans diverses industries.
Examinons les différents types de processus d’usinage.
Processus d’usinage conventionnel
Également connu sous le nom d’usinage traditionnel dans la fabrication, ce processus implique l’utilisation d’outils de coupe pour éliminer les matériaux en excès d’une pièce par contact direct. De plus, cette opération d’usinage se produit lorsque l’outil de coupe interagit directement avec la pièce.
En outre, il existe différents types d’usinage conventionnel, et ils incluent ;
1. Tournage
l’outil de coupe reste immobile pendant que la pièce tourne. De plus, il s’agit d’une opération de tour et implique l’élimination de l’excédent de matière d’une pièce à l’aide d’un outil de coupe. De plus, l’outil de coupe fonctionne le long de deux axes de mouvement, créant des coupes avec une largeur et une profondeur précises.
De plus, le processus de tournage fonctionne très bien pour usiner la partie intérieure ou extérieure d’un matériau. Le tournage effectué sur la partie extérieure du matériau est appelé surfaçage, tandis que celui effectué à l’intérieur est appelé alésage.
2. Fraisage
Le fraisage est un processus d’usinage qui implique l’utilisation de fraises rotatives pour enlever le matériau d’une pièce. En outre, il existe deux principaux types d’opérations de broyage ; surfaçage et fraisage de dalles.
Le surfaçage est un processus de fabrication par usinage utilisé pour lisser ou aplanir la surface des pièces. A l’inverse, le fraisage de brames est idéal pour usiner une large surface plane. Cela implique également de faire des coupes planes sur la surface d’une pièce à l’aide des bords périphériques de la fraise.
En outre, il s’agit de l’un des types d’usinage qui implique un processus complexe et nécessite souvent une variété de fraises spéciales pour effectuer les tâches.
Venir en formation muni de ses EPI (chaussures de sécurité, gants, VAT)
MÉTHODE ET MOYENS
PC et vidéo projecteur. 1 Copie des cours est remise aux stagiaires sur clé USB.
DOCUMENTATION
Toute documentation fournie au stagiaire pendant sa formation est utilisable au quotidien dans l’entreprise au cours de son activité professionnelle.
Techniques pédagogiques utilisées sont Participative et Actives.
Nous réalisons à chaque fin de formation une évaluation à chaud sur la base des objectifs définis dans la fiche de programme.
Une attestation de stage est délivrée à l’issue de toutes les formations.
Méthode d'évaluation
En contrôle continu et tests de connaissances pour les formations habilitantes.
Formation réalisable en entreprise ou sur les villes suivantes :
Formations réalisables en entreprise sur les secteurs :
VILLES : 01- Paris 02- Marseille 03- Lyon 04- Toulouse 05- Nice 06- Nantes 07- Strasbourg 08- Montpellier 09- Bordeaux 10- Lille 11- Rennes 12- Reims 13- Le Havre 14- Saint-Étienne 15- Toulon 16- Grenoble 17- Angers 18- Dijon 19- Brest 20- Le Mans 21- Nîmes 22- Aix-en-Provence 23- Clermont-Ferrand 24- Tours 25- Amiens 26- Limoges 27- Villeurbanne 28- Metz 29- Besançon 30- Perpignan 31- Orléans 32- Caen 33- Mulhouse 34- Boulogne-Billancourt 35- Rouen 36- Nancy 37- Argenteuil 38- Montreuil 39- Saint-Denis 40- Roubaix 41- Avignon 42- Tourcoing 43- Poitiers 44- Nanterre 45- Créteil 46- Versailles 47- Pau 48- Courbevoie 49- Vitry-sur-Seine 50- Asnières-sur-Seine 51- Colombes 52- Aulnay-sous-Bois 53- La Rochelle 54- Rueil-Malmaison 55- Antibes 56- Saint-Maur-des-Fossés 57- Calais 58- Champigny-sur-Marne 59- Aubervilliers 60- Béziers 61- Bourges 62- Cannes 63- Saint-Nazaire 64- Dunkerque 65- Quimper 66- Valence 67- Colmar 68- Drancy 69- Mérignac 70- Ajaccio 71- Levallois-Perret 72- Troyes 73- Neuilly-sur-Seine 74- Issy-les-Moulineaux 75- Villeneuve-d’Ascq 76- Noisy-le-Grand 77- Antony 78- Niort 79- Lorient 80- Sarcelles 81- Chambéry 82- Saint-Quentin 83- Pessac 84- Vénissieux 85- Cergy 86- La Seyne-sur-Mer 87- Clichy 88- Beauvais 89- Cholet 90- Hyères 91- Ivry-sur-Seine 92- Montauban 93- Vannes 94- La Roche-sur-Yon 95- Charleville-Mézières 96- Pantin 97- Laval 98- Maisons-Alfort 99- Bondy 100- Évry
REGIONS : Alsace, Aquitaine, Auvergne, Basse-Normandie, Haute-Normandie, Bourgogne, Bretagne, Centre, Champagne-Ardenne, Corse, Franche Comté, Ile De France (IDF), Languedoc-Roussillon, Limousin, Lorraine, Midi-Pyrénées, Nord pas de Calais, Pays de la Loire, Picardie, Poitou-Charentes, Provence Alpes Côtes d’Azur (PACA), Rhône Alpes, Hauts de France, Grand-Est, Normandie, Centre val de Loire, Nouvelle Aquitaine, Occitanie.
DEPARTEMENTS : 01 – Ain 02 – Aisne 03 – Allier 04 – Alpes-de-Haute-Provence 05 – Hautes-Alpes 06 – Alpes-Maritimes 07 – Ardèche 08 – Ardennes 09 – Ariège 10 – Aube 11 – Aude 12 – Aveyron 13 – Bouches-du-Rhône 14 – Calvados 15 – Cantal 16 – Charente 17 – Charente-Maritime 18 – Cher 19 – Corrèze 21 – Côte-d’Or 22 – Côtes-d’Armor 23 – Creuse 24 – Dordogne 25 – Doubs 26 – Drôme 27 – Eure 28 – Eure-et-Loir 29 – Finistère 2B 2A Corse 30 – Gard 31 – Haute-Garonne 32 – Gers 33 – Gironde 34 – Hérault 35 – Ille-et-Vilaine 36 – Indre 37 – Indre-et-Loire 38 – Isère 39 – Jura 40 – Landes 41 – Loir-et-Cher 42 – Loire 43 – Haute-Loire 44 – Loire-Atlantique 45 – Loiret 46 – Lot 47 – Lot-et-Garonne 48 – Lozère 49 – Maine-et-Loire 50 – Manche 51 – Marne 52 – Haute-Marne 53 – Mayenne 54 – Meurthe-et-Moselle 55 – Meuse 56 – Morbihan 57 – Moselle 58 – Nièvre 59 – Nord 60 – Oise 61 – Orne 62 – Pas-de-Calais 63 – Puy-de-Dôme 64 – Pyrénées-Atlantiques 65 – Hautes-Pyrénées 66 – Pyrénées-Orientales 67 – Bas-Rhin 68 – Haut-Rhin 69 – Rhône 70 – Haute-Saône 71 – Saône-et-Loire 72 – Sarthe 73 – Savoie 74 – Haute-Savoie 75 – Paris 76 – Seine-Maritime 77 – Seine-et-Marne 78 – Yvelines 79 – Deux-Sèvres 80 – Somme 81 – Tarn 82 – Tarn-et-Garonne 83 – Var 84 – Vaucluse 85 – Vendée 86 – Vienne 87 – Haute-Vienne 88 – Vosges 89 – Yonne 90 – Territoire de Belfort 91 – Essonne 92 – Hauts-de-Seine 93 – Seine-Saint-Denis 94 – Val-de-Marne 95 – Val-d’Oise
LUXEMBOURG : Luxembourg Differdange Esch sur Alzette Dudelange Bettembourg
BELGIQUE (Wallonie) : Namur, Charleroi, Liège, Mons, Tournai, Bruxelles (Région Brabant Wallon, Province du Luxembourg, Hainaut, Namur, Liège)
SUISSE : Zurich, Genève, Bâle, Lausanne (Régions Fribourg, Jura, Neuchâtel, Valais, Vaud)
DOM-TOM (DROM-COM) : 971 – Guadeloupe 972 – Martinique 973 – Guyane 974 – La Réunion 975 – Saint-Pierre-et-Miquelon 976 – Mayotte 977 – Saint-Barthélemy 978 – Saint-Martin 986 – Wallis-et-Futuna 987 – Polynésie Française 988 – Nouvelle-Calédonie
MONACO : Monté Carlo
CANADA : Québec / Montréal
- Trouver mon interlocuteur
- 03 87 29 86 40 ( siège social )
- Règlement intérieur Stagiaire
- Adresse (siège)
- 14 rue Pierre Curie
- 57690 CREHANGE
- Nos formations
- Nous suivre
- Besoin particulier en cas de situation de handicap ?
- Formulaire de contact
- Plan du site
- Mentions légales et Politique de confidentialité


Vidéo Usinage CNC Tournage
Découvrez en vidéo le fonctionnement du processus de tournage CNC avec 3D EXPERIENCE Make, la plateforme de fabrication à la demande, de Dassault Systèmes et de son partenaire ACI Groupe.
Vidéo Qu'est-ce que le tournage ?
Bonjour. Aujourd’hui, nous sommes chez MDV de l’ACI groupe et nous allons parler de tournage.
Le tournage est un sous procédé de la famille de l’usinage qui consiste à venir dans un bloc de matières massif, soustraire la matière inutile jusqu’à avoir un objet fini.
Comment fonctionne le tournage ?
Concrètement, le tournage consiste à venir positionner un bloc de matières cylindrique, principalement plastique ou métal, dans une machine qu’on appelle tour sur un axe pour le faire ensuite tourner au contact d’un outil qui lui est fixe afin de retirer la matière inutile jusqu’à avoir un objet fini. Les machines de tournage ont deux axes, cela correspond au nombre de directions dans laquelle le tour et donc la pièce à usiner peut se déplacer. Le tournage peut-être soit conventionnel ; soit assisté par ordinateur, on va parler alors pour les machines de tours à commande numérique ou de CNC turning en anglais. Lorsque le tour est à commande numérique, on l’associe de plus en plus souvent avec des capacités de fraisage qui permettent de reprendre les pièces. On parle alors de tour fraiseur.
Quels sont les avantages et les contraintes du tournage ?
En termes de contraintes, le tournage en a une principale : ça va être d’éviter les vibrations de l’outil. En effet, en cas de vibrations, la tolérance ne sera pas respectée et nous aurons un état de surface défaillant.
Quelles sont les applications du tournage ?
Les industries concernées par le tournage sont très variées. On va pouvoir aussi bien retrouver de l’automobile, de l’aéronautique, de la défense, comme de l’électronique.
Obtenez plusieurs devis pour vos projets en quelques secondes

[USI10] Usinage conventionnel : les bases
Découvrir la formation.
Réalisez des pièces simples en fraisage et en tournage conventionnels.
Découvrez les fondations de l’Usinage Conventionnel au CIMI ! Plongez dans l’univers de la fabrication mécanique traditionnelle et apprenez les techniques qui ont forgé l’industrie depuis des décennies. Améliorez votre connaissance de la précision et de la qualité en maîtrisant les outils et méthodes d’usinage classiques. Notre programme de formation vous offre les compétences essentielles pour façonner des pièces avec minutie et savoir-faire.
À qui s’adresse cette formation ?
POUR QUI Agents de maintenance, personnel technique amenés à utiliser en sécurité des équipements d’usinage conventionnel (tour, fraiseuse, perceuse…) PRÉREQUIS Connaissances de base en mécanique (niveau stage réf. MEC10 ou équivalent)
Le programme de la formation
Notions de précision, de justesse
Précautions
Pied à coulisse, jauge de profondeur
Comparateur
Piges, Tampons, Calibres
Utiliser un équipement d'usinage conventionnel selon les règles de sécurité
Théorie sur les techniques d'usinage
Décoder et analyser un dessin de définition
Support et entraînement des pièces
Choix et positions des outils de coupe
Angles de coupe associés aux matériaux
Vitesse de coupe et d’avance en fonction de la composition de l’outil
Utilisation des abaques de tournage
Travaux de tournage
Le chariotage
Le dressage
Le centrage
Le filetage, le Taraudage
Contrôle de la qualité d’usinage et méthodologie de correction s’il y a lieu
Outils employés sur fraiseuse
Conditions de coupe des fraises
Méthodes de fixation des pièces
Utilisation des abaques de fraisage
Fraisage de face
Etat et qualités de la surface.
Effort de coupe dans le fraisage de face.
Vitesses de coupe associées aux différents outils et matières à usiner.
Vitesses des avances
Facteurs influents sur la valeur des vitesses et avances de coupe.
Fraisage de profil
Etat de surfaces usinées.
Influence de la denture des fraises.
Influence de la vitesse et avance de coupe.
Influence de la profondeur de passe.
Principe du rattrapage des jeux de la fraiseuse.
Objectifs de la formation
Développer les compétences de base nécessaires à l’exécution des tâches d’usinage sur machines conventionnelles, équipant les ateliers de maintenance
Prévenir les risques d’atteinte à la santé et à la sécurité.
Résoudre des problèmes mathématiques liés à l’usinage sur machines-outils conventionnelles.
Interpréter des dessins techniques.
Effectuer des croquis des relevés et des mesures.
Développer les compétences particulières à l’usinage sur machines-outils conventionnelles en effectuant des travaux de tournage, de fraisage et d’usinage de pièces simples.
Les points forts de la formation
Formation essentiellement pratique avec des mises en situation réalistes sur du matériel industriel
Groupe de participants réduit (8 stagiaires maximum)
Informations complémentaires
Etudier, définir et formaliser un process de fabrication par usinage
Choisir les outils de coupe les plus adaptés pour réaliser la pièce désirée (tour, fraiseuse)
Utiliser des appareils de mesure
Réaliser une opération de tournage classique d’une pièce simple, à des cotes données avec faible précision.
Réaliser une opération de fraisage classique d’une pièce simple, à des cotes données, avec faible précision.
Appliquer les règles de sécurité
Fraiseuses conventionnelles
Tours conventionnels
Dates et villes
Partagez sur les réseaux.
FOLLOW – Machines conventionnelles
Téléphone: +34 96 543 00 14 | E-mail: [email protected]
LE TOUR: UNE MACHINE-OUTIL D’HISTOIRE…
- FOLLOW - Machines conventionnelles
- Machine-outils
C’est l’une des machines les plus traditionnelles et les plus présentes dans les ateliers d’usinage du monde entier, mais ¿Que savons-nous de ce type de machines?
Bien que ses origines remontent au siècle s. IX AC, ce n’est qu’au XIIIe siècle qu’ils acquièrent des avantages évidents pour son fonctionnement: ils vont de systèmes de gestion exclusivement manuels à des équipements de manutention à pédale. C’est de s. XV, quand ils apparaissent tours de transmission par courroie et de transmission manivelle par courroie .
Au début du Révolution industrielle dans L’Angleterre, dAu 17ème siècle, apparaissent les premiers tours capables d’usiner une pièce métallique.
Les tours sont parfois classés en fonction de leur utilisation: tours d’atelier, tours à copier, tours de production en série .
Sur la base de leurs caractéristiques structurelles et fonctionnelles, ils peuvent être classés comme:
Tour parallèle (ou mécanique):
Des anciens tours à l’ajout de nouveaux équipements, il est devenu l’une des machines-outils les plus polyvalentes . Actuellement, ce type de tour est un élément essentiel des ateliers d’apprentis et des ateliers de maintenance.
Son nom s’appuie sur le parallélisme existant entre l’axe de la tête (et donc de la pièce à usiner) et la trajectoire principale de l’outil d’usinage. Il consiste en une tête dans laquelle tourne la broche et de deux grues longitudinales parallèles l’une à l’autre et à la broche. Au bout de la broche (cou) est montée la plaque universelle, la plaque à trois griffes ou la pointe servant à centrer la pièce à usiner et à communiquer le mouvement de rotation fourni par le moteur électrique à travers le changement de vitesse.
Entre les têtes, le chariot porte-outil se déplace; soit manuellement avec un volant, soit par le biais du mouvement d’avancement que communiquent la rotation de la barre de cylindre ou celle de la tige ou de la vis de filetage, tous deux déplacés par le moteur à travers le boîtier d’avances ou le filetage .
Sur le chariot et perpendiculairement aux guides, la tourelle d’outil peut être déplacée, guidée et entraînée manuellement, à travers un volant et une broche filetée, ou mécaniquement, grâce au mouvement en avant qui communique la barre de cylindre.
Tour à copier:
Fonctionne avec un dispositif hydraulique et électronique qui permet de tourner des pièces en fonction de leurs caractéristiques en suivant le profil d’un gabarit reproduisant une réplique.
Il est nécessaire de disposer d’un outil permettant de bien évacuer la puce et d’un système de lubrification et de refroidissement efficace du tranchant des outils par une huile de coupe abondante ou du taladrina.
Tour revolver
Son utilisation est destinée à l’usinage de pièces sur lesquelles le travail simultané de plusieurs outils est possible afin de réduire le temps total d’usinage.
Le tour à revolver porte un chariot avec une tourelle rotative dans laquelle sont insérés les différents outils effectuant l’usinage de la pièce. Les pièces peuvent également être usinées individuellement, en les fixant à une plaque à griffes à commande hydraulique.
Tour automatique:
C’est ce qu’on appelle un tour automatique pour un type de tour dont le processus de travail est entièrement automatisé . L’alimentation de la barre requise pour chaque pièce se fait également automatiquement, à partir d’une longue barre insérée par un tube muni d’une tête et maintenue par une pince à serrage hydraulique.
Ces tours peuvent porter un ou plusieurs broches .
- Ceux d’une seule broche sont utilisés pour la mécanisation de petites pièces nécessitant de grandes séries de production.
- Les tours multibroches sont très utiles pour l’usinage de grandes pièces, où chaque broche effectue de manière programmée une partie de l’usinage de la pièce. Le changement de position des broches, permet une finale rapide, lorsque vous travaillez simultanément.
Tour vertical:
Son utilisation est destinée à l’usinage de grandes pièces soumises à la plaque de griffes ou à d’autres opérateurs et dont la taille ou le poids rendrait difficile la tenue sur un tour horizontal.
Ils ne présentent pas de contrepoint , mais le seul point de soumission des pièces est la plaque horizontale sur laquelle elles s’appuient. Le mouvement de la pièce pour la fixer à la plaque est effectué à l’aide de ponts roulants ou de palans.
L’axe de la broche de la tête fixe est vertical et la plaque dessus tourne dans un plan horizontal. Les guides sont montés sur deux colonnes verticales et parallèles, reliées au sommet par un pont. Le chariot porte-outil se déplace horizontalement sur un pont guidé par deux colonnes.
Il offre une grande capacité de production et de précision dans l’usinage.
Il permet un usinage précis des surfaces courbes, en coordonnant les mouvements axial et radial pour la progression de l’outil.
La vitesse de rotation de la tête de la pièce, l’avancement des chariots longitudinaux et transversaux et les dimensions d’exécution de la pièce sont programmés et donc exempts d’erreurs imputables à l’opérateur de la machine .
- février 2022
- février 2019
- janvier 2019
Articles récents
- Heller à la TECMA 2017
- Expo Transilvania 2017
- Industry Lyon 2017
- Heller Machinery à l’EMO Hannover 2017
- Follow Machines à l’EMO Hannover 2017
Commentaires récents
Heller parie sur la qualité et la sécurité de ses machines avec l’aide du pilz..
québec pro usinage
Usinage - réparation - soudure
(581) 741-8989
QUÉBEC PRO USINAGE inc. offre un service d'usinage et de réparation dans le secteur industriel et commercial. Spécialisés dans le domaine de l'usinage de petite et moyenne dimension, nous fabriquons des pièces de qualité augmentant la performance et la durabilité de vos équipements.
Qualité et Service
Fabrication et soudure, usinage et réparation.
Notre but premier est d'offrir un produit de qualité avec le meilleur service
Usinage et réparation de pièces sur
CNC et conventionnel
Fabrication et soudure de produits métallique
Équipements
- 2 tours conventionnels grande capacité
- Tour CNC 16'' x 20''
- Fraiseuse conventionnelle
- Fraiseuse CNC
- Presse 100 Tonnes
Connectez-vous à nous
Nos valeurs.
Service - Qualité - Respect
Nous contacter
Ce site est protégé par reCAPTCHA ; la Politique de confidentialité et les Conditions d'utilisation de Google s’appliquent.
Prenez rendez-vous
Parler nous de votre projet
Québec Pro Usinage
430 Avenue Faraday #104, Quebec G1N 4E5
Copyright © 2024 Québec Pro Usinage - Tous droits réservés.
- Politique de confidentialité
Ce site Web utilise les cookies.
Nous utilisons des cookies pour analyser le trafic du site Web et optimiser votre expérience du site. Lorsque vous acceptez notre utilisation des cookies, vos données seront agrégées avec toutes les autres données utilisateur.
Mon Local Industriel
Les bases de l’usinage conventionnel.

Malgré l’essor de l’usinage numérique CNC, l’ usinage conventionnel demeure une opération essentielle et aussi efficace pour l’usinage simple de différentes pièces mécaniques, quel que soit le domaine d’applications . Ce type d’usinage n’est pas aussi exclu du développement technologique qui sert à optimiser la qualité des machines conventionnelles et faciliter l’intervention des opérateurs.
Dans la suite, nous vous invitons à découvrir les bases de l’usinage sur les machines conventionnelles sans utiliser la commande numérique.
Optez pour la technique et la machine d’usinage les plus appropriées.
Selon les caractéristiques de la pièce à usiner et la nature de sa matière première, on peut choisir la technique et la machine les plus adaptées offrant une large gamme de dimensions et de puissances.
En ce qui concerne les pièces ayant des formes relativement complexes combinant deux formes géométriques, on peut sélectionner des machines polyvalentes associant le tournage et le fraisage.
Les outils de coupe
Les outils de coupe présentent également une grande importance dans la qualité de l’usinage. Les deux catégories principales sont :
L’outil monobloc : en acier rapide supérieur (ARS) et en carbure associé ou non à des revêtements de surface leur conférant une dureté supérieure. Ils ont la capacité de pouvoir acquérir, après trempe, une dureté très élevée maintenue jusqu’à une température de l’ordre de 600 °C, par exemple : l’outil de couleur jaune d’or au nitrure de titane.
L’outil composite : un porte-outil associé à une plaquette carbure ou céramique en général fixée par une vis
L’emploi des outils monoblocs est moins onéreux, mains il exige des affutages réguliers en fonction de l’usure générée. Si l’outil est usé, il est possible de réaffuter l’arête de coupe.
La lubrification
La grande vitesse de la coupe crée un frottement et une chaleur importants sur l’arête de la coupe. C’est pourquoi en vue de préserver la durabilité des outils et de conserver l’état de la surface de la pièce, il est nécessaire d’utiliser un lubrifiant qui permet :
- L’évacuation des calories
- La diminution des frottements
- L’élimination des copeaux
Le liquide de coupe approprié est préconisé par le fabricant de machines ou d’outils de coupe .
La sécurité
La manipulation des machines disposant des outils et des coupants se déplaçant à une grande vitesse exige une haute vigilance et une grande prudence surtout dans l’usinage conventionnel qui fait intervenir la manœuvre humaine en grande partie.
Pour ce faire, les directives européennes de sécurité imposent des protections normalisées . L’utilisateur doit veiller à les respecter lors de l’utilisation ou de l’entretien.
En plus, les fluides de coupe peuvent provoquer des maladies de peau ou des allergies. D’où, il faut prendre toutes les mesures préventives nécessaires telles que le port de gants de protection.
Forte de son expertise en matière d’usinage sur les machines conventionnelles, Frenos met à votre disposition un service de qualité optimal tout en respectant les normes de fabrication et de sécurité . Découvrez les principes de l’usinage conventionnel : choix adapté des techniques, des machines et des outils de coupe ainsi que la lubrification et la sécurité.
- Plus dans Matériel industriel

Les normes du nettoyage industriel à connaître

Comment choisir la robinetterie adaptée pour votre industrie ?

Lisse, rectifiée ou cannelée : quel type de goupille choisir ?

Quel budget faut-il prévoir pour la location de mobilier industriel et évènementiel ?

Essuyage dans les environnements de travail industriels : quel papier choisir ?

Tout savoir sur l’usinage de précision
Voici la nouvelle version du site Mon Local Industriel. Ce site proposait auparavant des locaux industriels et entrepôts industriels à vendre ou louer sur Lyon et la région lyonnaise : ZI La Plaine, Lyon Saint Priest, Vénissieux, Zone Industrielle Mi Plaine…
Le nouveau site propose dorénavant une liste d’annonces pour la location et l’achat de locaux, entrepôts et hangars industriels dans toute la France : Paris, Montpellier, Lyon, Toulouse, Nantes, Bordeaux… On note une forte demande de locations d’entrepôts dans la zone industrielle de Lyon ou d’entrepôts à vendre dans la région de Chambéry par exemple. Nous mettons tout en œuvre pour vous proposer une offre complète dans les grandes ville de France. Trouvez rapidement vos locaux industriels à louer pour votre activité et des hangars de stockage pour votre matériel professionnel. Vous pouvez également proposer votre bien pour la vente de votre local d’activité. La refonte du site Local Industriel propose désormais une rubrique actualités qui vous tient informés de la réglementation sur les bâtiments industriels, les formations, les fournisseurs et autres points importants concernant l’industrie et les locaux…
Dernières actualités

Comment économiser de l’énergie en utilisant un système de chauffe intelligent ?

Quelles sont les réglementations en vigueur pour une base vie de chantier ?

Le rideau de fer : un allié pour optimiser la sécurité de son commerce ?

Découpe numérique dans l’industrie du bois

Comment révolutionner votre e-logistique et la préparation de commandes ?

Les techniques d’inspection des pièces de précision : garantir la qualité et la conformité
- Plan du site
- Mentions légales
Cours sur le tournage – Usinage
Master class soudure dans le 59, 2nde remi de jean-monnet, école de production cravanche (90), chaudronnier soudeur, un métier très recherché., entreprise a2i, worldskills, lycée colmar, la réussite avec un cap chaudronnerie, bourses de l’université des métiers du nucléaire pour quelques chaudronniers du lycée léon blum au creusot, les profilés acier, gants anti-coupures (acier/alu/inox), question sur le soudage, la chaudronnerie, tuyauterie, tôlerie, les avantages de l’énergie nucléaire, le nucléaire et les différents réacteurs nucléaires, que signifie atex, entreprise de tôlerie industrielle, etude de pliage, méthode “delta l”, fibre neutre, développement cn, k-factor, réaliser un poêle à bois étanche, bricoler, réparer, aménager chez soi sans matériel, posters “calculs en chaudronnerie”, la bride carrée en industrie, inox x2crni 18-09 – 304l – 1.4307, acier s235 jr – 1.0037 – a 570 gr 33, poinçonnage à commande numérique, sujet bts 2005 (ex roc) etude de cotation, sujet bts (ex roc 2005) etablir un bon de commande, sujet bts (ex roc 2008) préparation du travail – calculs de temps, sujet bts roc (ex 2008) préparation d’une production, sujet bts (ex roc 2000) préparation production calcul de temps, sujet bts (ex roc 2000) mise à plat pièce pliée, choisir une machine de découpe laser : quels sont les éléments importants , cours sur la découpe par oxycoupage( maj 2020), industeel, l’aciérie du creusot, le coupage exothermique – lances exothermiques.
Voici un cours concernant l’ usinage . (Tournage, dressage, chariotage, tronçonnage, etc).
Son auteur m’autorise à le publier ici. Il s’agit de Robert Cirredu qui possède un site très exhaustif sur l’ usinage en général .
Son site est visible ici: http://robert.cireddu.free.fr/
Vous avez aussi la possibilité de visiter le site du groupe Metalock Engineering qui propose des activités industrielles telles que l’usinage et le tournage sur site.
Leur activité concerne notamment l’usinage sur site et l’usinage d’urgence.

Pull ignifugé soudeur

Chemise ignifugée soudeur

Gants soudage TIG

Gants chaudronnier tuyauteur

Livre QCM soudure
- Cours de soudage
- Livre de soudage
- QCM soudage
- QCM (Rénovés)
- Cours Tuyauterie
- Cours chaudronnerie
- Cours gestion
- Anglais technique
- Référentiels
- Compo. aciers
- DMOS interactif
- Risques métallurgiques
- Métaux d’apport
- Micrographies
- Entreprises
- Cagoules soudage
- Postes à souder
- Peintures usines
- Podcasts CIW
- Mentions légales
Tours conventionnels
Tours conventionnels conçus pour l’usinage de pièces très efficace dans l’unité et la production en série.
Le tour conventionnel horizontal est une machine outil d’usinage par enlèvement de matière. Il permet d’exécuter par tournage des opérations d’usinage telles que l’alésage, le perçage , le chariotage ou le filetage sur des pièces cylindriques ou coniques. Un tour conventionnel est piloté par un opérateur qui procède aux réglages de l’usinage à effectuer. Il utilise des outils coupants pour usiner la pièce en rotation.
La construction rigide de la machine et la puissance élevée du moteur de 15 kW, la gamme large de vitesses de broche et de vitesses de coupe élevées permettent de choisir rationnellement les paramètres d’usinage et réaliser l’usinage de matériaux différents.
Les tours TUR, en raison de leur solution moderne de la broche soutenant et l’application de haute précision roulements à billes angulaires de contact, et la TUR 630A / 710A comme des machines à double mandrin avec un alésage de la broche plus et broche soutenue dans des roulements spéciaux et rigides, permettent pour obtenir le plus meilleur fini de surface.
Fonctionnement précis
L’engrenage et la boîte de broche convenant à des normes de haute précision assurent le fonctionnement précis de la machine-outil. Les tours de TUR joignent une structure rigide avec moteur de puissance élevée et une large gamme de vitesses de broche pour permettre le travail d’ébauche et la finition de tous les types d’acier, fonte, métaux non ferreux et les plastiques.
Alimentation transversale ou longitudinale
Le chariot comporte un système de transmission qui permet l’alimentation transversale ou longitudinale, soit manuellement, soit mécaniquement. L’alimentation mécanique rapide peut également être utilisé dans les deux directions lorsque la vis-mère sans demi-écrou est désengagé (L’avance transversale engrène à moitié le taux de voyage de l’avance longitudinale)
21 vitesses de broche
La poupée fixe contient le moteur principal, la transmission de vitesse et la transmission d’alimentation et du fil. La poupée fixe entraîne la broche et contient la transmission de sélection de vitesse qui fournit une gamme de 21 vitesses de broche. La broche principale est alimentée par moteur de 15 kW. La contre-pointe se déplace le long des deux glissières de lit. La contre-pointe est positionnée facilement par chariot et la connexion est avec un coupleur détachant vite. Les tours sont capables de couper les fils de droite et les gauchers dans toutes les normes : pouces, unités de hauteur modulaires et diamétralement.

- Machine selector
- Compare products
OPTIMAX 740 New horizontal lathe
Discover our latest machine, which completes the OPTIMAX range with larger dimensions!
CAZENEUVE French manufacturer since 1905...
The machines are designed and manufactured in France, drawing on the experience and expertise of a century-old company.
OPTIMAX Conventional CNC-assisted lathes
OPTIMAX lathes are distinguished by their high productivity, high precision and the ergonomics of their control interface.
INNOVATION Software adapted to each requirement
Improve the performance of your machining, turning and milling operations.
KNOW-HOW Lathes designed by turners for turners !
A unique know-how for a unique technology.
CAZENEUVE ONLINE SHOP
Welcome to CAZENEUVE, the leading French expert in machine tools. Since its inception, CAZENEUVE has established itself as an indispensable benchmark in the machine tool industry , particularly due to its expertise in horizontal lathes . Our passion for innovation and precision has enabled us to develop top-tier industrial machining solutions, catering to the most demanding needs of professionals.
The OPTIMAX range, featuring horizontal bed lathes, embodies our commitment to quality , performance , and most importantly, longevity . These machines are designed to deliver unparalleled precision, ensuring exceptional machining results with every use.
With a legacy rooted in precision and robustness , our CAZENEUVE lathes are a testament to our dedication to excellence. As pioneers in advanced machine tool technology, we take pride in providing industrial machining solutions that stand the test of time. Our horizontal lathe manufacturing processes are backed by years of expertise, ensuring that every piece of CAZENEUVE machinery is built to the highest standards. Whether you’re in search of durable machine tools or the industry’s best horizontal lathes, CAZENEUVE is your reliable machine tool provider. Dive into a world of machine tool innovations with CAZENEUVE and experience a reinvented high-quality machining that simplifies operations like never before.
Why CAZENEUVE ?
CAZENEUVE innovates and develops machines that are increasingly reliable, productive, ergonomic and the source of substantial reductions in machining costs.
CAZENEUVE is committed to making lathes that are easy to use, quick to learn and able to produce very complex parts. Its strategy is based on a pragmatic approach to the trade, high technical expertise, assembly mastery and high service quality.
MACHINING EXCELLENCE : DISCOVER THE CAZENEUVE TURNING LATHE
For over a century, CAZENEUVE has established itself as a paramount benchmark in the machine tool industry in France. Our expertise ranges from turning lathes to milling machines , incorporating innovative solutions tailored to the specific needs of each industry.
The turning lathe stands at the heart of our flagship product range. Designed with meticulous precision and attention to detail, it meets the most stringent requirements in terms of quality and performance . Whether you’re looking for a machine for simple or complex operations, CAZENEUVE has the solution for you.
Machining is a delicate process requiring high-precision equipment. With our turning lathe machine , you benefit from cutting-edge technology ensuring impeccable results with every operation. Moreover, our machines are designed to be durable , reliable , and user-friendly , making them ideal for all workshop types.
But that’s not all. In addition to our lathes, we also offer milling machining solutions . This technique combines the benefits of both turning and milling to deliver even more accurate and rapid results. Whether you’re working on small or large-scale parts, our machines are here to assist you in achieving the best possible outcomes .
CAZENEUVE is more than just a machine tool supplier. We are your trusted partner for all your machining needs . With our expertise , passion, and unwavering commitment to excellence, you can be assured that every investment with us will be of the highest quality .
Troubleshooting / intervention
Spare parts & accessories.

115 YEARS OF INNOVATION
French leader in machine tools

FRENCH DESIGNER AND MANUFACTURER
International network

BUILT-IN SAFETY
Reliability and performance at all levels !
THE QUALIOPI CERTIFICATION IS AWARDED TO CAZENEUVE
While the industry sector is facing a significant labour...
CAZENEUVE AT SIMODEC 2022
Cazeneuve is pleased to announce its participation at the...
RMO – Rivista di Meccanica Oggi n. 240 (Novembre-Dicembre 2021)
We are pleased to share with you an excerpt...
Demonstration request
For a demonstration request, please complete the following form
Demonstration type Demonstration type On customer site On CAZENEUVE site Remotely I agree that this data will be used to process my request. I agree to receive offers and news from CAZENEUVE by email.
Be contacted
For any information request, please complete the following form
I agree that this data will be used to process my request. I agree to receive offers and news from CAZENEUVE by email.
Sorry, you cannot compare a lathe and a mill. Please empty your comparator to be able to select this product.
Type de démonstration Type de démonstration Sur site Client Sur site CAZENEUVE À distance J’accepte que ces données soient utilisées pour traiter ma demande. J’accepte de recevoir par mail des offres et actualités de la part de CAZENEUVE.
- Messages non lus
- Messages récents
- PROCÉDÉS DE FABRICATION
Cône sur tour conventionnel
- Auteur de la discussion Husa
- Date de début 21 Jan 2018
- 21 Jan 2018
Salut tous le monde , J'aimerai que vous m'aidez a faire un conne sur tour conventionlle je fais tous les calcules qui concerne la concité et la tangente ¤ alpha mais je trouve les probleme comment tourner le chariot porte outile le probleme comment déticter a quel degrée je le tourne .si y a qlq un qui peut m'expliquer ça par etape
il ne faut pas faire travailler une conne sur un tour ... utilise plutôt un cône excusez moi je n'ai pas pu m'en empêcher bien que moi aussi je fasse plus de faute d’orthographe que je ne voudrais sur ce forum il est possible d'editer ses messages et même le titre du sujet
Oui désoli je fais des fautes d'orthographe , c parce que le francais c pas ma langue , je suis pas français c normale que je ferais des fautes
pas de soucis Husa ... je plaisantais !!
Bonjour, on va essayer de te répondre quand même lol !!! Quelle est la valeur de l'angle Husa ?
Et la longueur du cône ???
Bonjour. Pour calculer l'inclinaison de ton petit chariot D - d / 2L= tang. grand Diamètre moins (petit diamètre ) divisé par deux fois la longueur du cone et tu obtient la tangente.
Merci gustavox Alors pour les diamitre nous avont grand D= 17 d=13,5 et la longueur L= 14 Si tu peux me faire des calcule et me montre comment trouver le degree sur chariot porte outile ?
Je crois que le PV de Husa c'est qu'il ne sais pas orienter le chariot c'est ça ? Il a l'air de dire qu'il a la valeur de l'angle mais n'arrive pas à régler le chariot !! Est il gradué en degrés ton chariot ? Sinon il te faut un rapporteur d'angle !!! Si alpha est inférieur à 5 degrés et si tu peux tourner entre pointes tu n'as pas besoin d'incliner ton chariot tu décalés l'axe de ta contre pointe !
Utilisés Google il fait très bien calculette et intelligente ! https://www.google.fr/search?client...serp..0.3.474...30i10k1j33i21k1.0.fxIOYDM2cnM Donc 14 degrés en appliquant la formule
Bonjour Ton angle est 7degres 7 minutes 30 secondes
J'ai envidemment fait une erreur volontairement huhu
Mais en appliquant la formule suivent D-d/2*l 17-13,5/2*14=0,125 Comment tu as fais pour tourver 14 degree gustavox
Excuse moi mc2 C'est quoi 30 minutes ?
bonjour CÔNE conne me fait penser a ma voisine désolé
Je me suis tromper c'est en effet arcran 0.125 soit 7 degrés et des poussières
C'est des fractions de degrés ! Et les secondes sont des fractions de minutes, comme sur une horloge
https://fr.m.wikipedia.org/wiki/Sous-unités_du_degré
pour calculer l'angle il faut bien preciser de quelle longueur tu parle : longueur suivant l'axe ou longueur a la surface du cône , ça change le résultat 30minutes c'est une façon de partager les degré ... 30minutes de degré c'est 0,5 degré
Sacré kiki
Ça passe de arcran à arcsin c'est ça ?
gustavox a dit: Si alpha est inférieur à 5 degrés et si tu peux tourner entre pointes tu n'as pas besoin d'incliner ton chariot tu décalés l'axe de ta contre pointe ! Cliquez pour agrandir...
Merci je prend ça comme un compliment M D R !!! DÉSOLÉ JE m'emballe vite
Pour régler ton angle Tu incline ton chariot de 7 degrés et des poussières. Tu viens tanganter sur le début de ton cone Tu déplaces le chariot longitudinal de la valeur de 14 . Tu bloques le chariot (frein ) Tu recules le petit chariot et tu dois trouver un écart de 1.75 qui correspond à la tangente. Si tu n'obtiens pas la valeur de 1.75, il faut que tu rectifies l'angle afin d'obtenir cette valeur.
J'ai l'impression que la question portait plutôt sur la façon de trouver l'angle à partir de la tangente, non?
Oui c'est ça fredcaoch , J'ai fais tous les calcules correctement j'ai trouver la tangente alpha qui y est egale a 0,125 et suite un diagramme que j'ai trouvé sur google m'indique que 0,125 nous donne 7 degree et 10 minute , et j'ai fais 7 degree et 10 minute je l'es pas comprer il sert a quoi et j'ai tourner mon chariote a 7 degree il ma pas donner la résulta que je voulus sur la piece que je voulu usiner
Sujets similaires
- 25 Oct 2023
- 24 Mar 2024
- Tours CNC industriels
- Electricité, variateurs, convertisseurs et moteurs
- 30 Jan 2023
- Discussions générales autour des CNC industrielles
- 18 Fev 2024
- 10 Avr 2024
- 26 Mar 2024
- 18 Mar 2023
- 10 Jan 2024
- Accessoires et outils de coupe pour tournage
- 15 Fev 2024
- Projets de tours CNC
- 14 Août 2023
IMAGES
VIDEO
COMMENTS
Pour l'usinage d'un filet "ordinaire", l'essai d'assemblage entre la pièce mâle et la pièce femelle peut suffire. Lorsque le niveau d'exigence le requière, un contrôle plus rigoureux s'impose. Il peut se faire : - A l'aide de calibres à limites : - par mesure à l'aide d'un micromètre adapté avec touches en vé.
Le tour conventionnel permett de réaliser des opérations de tournage simple (dressage, chariotage, alesage, filetage, réalisation d'un cône...) sur des pièces de révolution. Que ce soit pour la réparation, reprise de pièce ou fabrication de pièce unitaire, tous les ateliers de mécaniques sont aujourd'hui équipés de ce type de machine.
Usinage de base au tour conventionnel (niveau 4) Usinage sur fraiseuse conventionnelle (niveau 1) Usinage sur fraiseuse conventionnelle (niveau 2) Utilisation d'instruments de mesures de base (Métrologie) Formation gratuite pour les personnes sans emploi.
Objectifs : A partir d'un plan, réaliser les opérations élémentaires d'usinage sur tour (dressage, chariotage, cylindrage, chariotage conique, cylindrage entre pointes, épaulement, tronçonnage, perçage, alésage). Définir les conditions de coupe appropriées. Choisir l'outil approprié. Programme détaillé. Prérequis.
Découvrez comment réaliser une pièce à paroi mince en aluminium avec un tour conventionnel. Suivez les étapes et les astuces de l'usinage, et soutenez le créateur de la vidéo en participant ...
En outre, il existe différents types d'usinage conventionnel, et ils incluent ; 1. Tournage. l'outil de coupe reste immobile pendant que la pièce tourne. De plus, il s'agit d'une opération de tour et implique l'élimination de l'excédent de matière d'une pièce à l'aide d'un outil de coupe.
Vidéos. Vidéo Usinage CNC Tournage. Découvrez en vidéo le fonctionnement du processus de tournage CNC avec 3DEXPERIENCE Make, la plateforme de fabrication à la demande, de Dassault Systèmes et de son partenaire ACI Groupe. Trouver un service d'usinage CNC. En savoir plus sur le tournage. Vidéo Qu'est-ce que le tournage ?
Le tour conventionnel horizontal est une machine outil d'usinage par enlèvement de matière. Il permet d'exécuter par tournage des opérations d'usinage telles que l'alésage, le perçage, le chariotage ou le filetage sur des pièces cylindriques ou coniques. Un tour conventionnel est piloté par un opérateur qui procède aux réglages de l ...
Développer les compétences de base nécessaires à l'exécution des tâches d'usinage sur machines conventionnelles, équipant les ateliers de maintenance. Prévenir les risques d'atteinte à la santé et à la sécurité. Résoudre des problèmes mathématiques liés à l'usinage sur machines-outils conventionnelles. Interpréter des ...
Le tour. Dépliant. Ce dépliant présente les principaux risques et les mesures de précaution à prendre en travaillant sur les tours. Support. Dépliant 4 volets, format 20 x 21. Référence INRS. ED 912. Date de publication. 02/2018.
Tour d'usinage. Jeune femme travaillant sur un tour dans une usine d' Éthiopie. Le tour est une machine-outil permettant la production de pièces mécaniques par enlèvement de copeaux ( usinage ). Suivant sa conception, il permet un nombre varié d'opérations allant du tournage mécanique simple au polygonage . Depuis le début, la ...
Tour revolver. Son utilisation est destinée à l'usinage de pièces sur lesquelles le travail simultané de plusieurs outils est possible afin de réduire le temps total d'usinage. Le tour à revolver porte un chariot avec une tourelle rotative dans laquelle sont insérés les différents outils effectuant l'usinage de la pièce.
QUÉBEC PRO USINAGE inc. offre un service d'usinage et de réparation dans le secteur industriel et commercial. Spécialisés dans le domaine de l'usinage de petite et moyenne dimension, nous fabriquons des pièces de qualité augmentant la performance et la durabilité de vos équipements.
Ce type d'usinage n'est pas aussi exclu du développement technologique qui sert à optimiser la qualité des machines conventionnelles et faciliter l'intervention des opérateurs. Dans la suite, nous vous invitons à découvrir les bases de l'usinage sur les machines conventionnelles sans utiliser la commande numérique.
Usinage sur tour conventionnel avec copieur Duplomatic.Création d'une cagnotte pour financer mes vidéos .Merci a tous .https://www.papayoux.com/fr/cagnotte/h...
Sommaire du cours: 1- Les machines pour l'usinage et le tournage. 2- Définitions des opérations de tournage. 3- Les plaquettes d'outils. 4- Les outils de tournage. Désignation, mode d'action et cycle de travail. 5- Les portes pièces. 6- Réalisation et caractéristiques des montages portes pièces. 7- Conditions de coupe.
Tours conventionnels conçus pour l'usinage de pièces très efficace dans l'unité et la production en série.. Le tour conventionnel horizontal est une machine outil d'usinage par enlèvement de matière.Il permet d'exécuter par tournage des opérations d'usinage telles que l'alésage, le perçage, le chariotage ou le filetage sur des pièces cylindriques ou coniques.
Les principales opérations d'usinage L'usinage par enlèvement de matière est réalisé toujours en regroupant les opérations par catégorie. On distingue 4 classes importantes en usinage traditionnel : - le tournage, - le fraisage, - le perçage-alésage-taraudage - la rectification. A. Les principales opérations de tournage
Pourquoi Cazeneuve ? CAZENEUVE innove et développe des machines toujours plus fiables, productives, ergonomiques et sources de réduction sensible des coûts d'usinage.. CAZENEUVE s'engage à rendre les tours très simples d'utilisation, rapides à prendre en main et capables de produire des pièces très complexes. Sa stratégie s'appuie sur une approche pragmatique du métier, une ...
Cette vidéo issue des archives (1996) du département sectoriel industrie de l'AFPA, elle fait partie d'une série sur l'usinage. le film montre comment régler...
Pour l'usinage d'un filet « ordinaire », l'essai d'assemblage entre la pièce mâle et la pièce femelle peut suffire. Lorsque le niveau d'exigence le requière, un contrôle plus rigoureux s'impose. Il peut se faire : - A l'aide de calibres à limites : - par mesure à l'aide d'un micromètre adapté avec touches en vé.
Pour régler ton angle. Tu incline ton chariot de 7 degrés et des poussières. Tu viens tanganter sur le début de ton cone. Tu déplaces le chariot longitudinal de la valeur de 14 . Tu bloques le chariot (frein ) Tu recules le petit chariot et tu dois trouver un écart de 1.75 qui correspond à la tangente.
Le tour à métal est une machine-outil faisant tourner une pièce de métal sur elle-même pour la faire travailler. Il est largement utilisé pour l'usinage des pièces cylindriques dans l'industrie manufacturière pour fabriquer une variété de composants tels que des axes, des arbres, des vis, des écrous, des poulies et d'autres pièces ...